Originally written by Ed for Craftsy as “Helpful Tips for mounting Work in a Chuck on a Lathe”.
Chucks are one of the handiest ways of holding work on the lathe. There are a few types of chucks but the most common and versatile are the 4-jaw, self-centering chucks. Let’s talk about things to be aware of in general use and ways of taking advantage of that versatility.
Types of chucks: variations on the theme
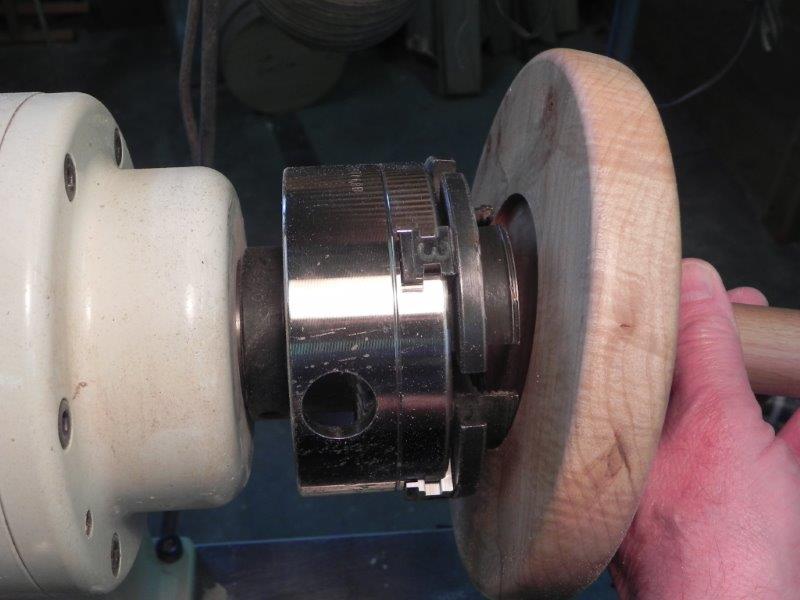
In the photo above you will see that chucks are opened and closed in two ways: two “tommy bars” or a single chuck key or chuck wrench. The tommy bar chucks on the right are less expensive but still hold smaller work very well. Keyed chucks are easier to operate because you use one hand to tighten them but more importantly they can be tightened more securely. The jaws move in and out by rotating a “scroll” plate with the tommy bars or through a gear operated by the key.Keyed chucks vary in size, ranging from very small to large, covering most work for the average turner. Very large or irregularly shaped work pieces require a faceplate, held to the work with strong screws, so chucks do have their limitations.
The jaws are able to hold work by clamping externally on a tenon on the work piece, expanding internally into a recess in the work piece or screwing the worm screw into a hole drilled into the work piece. The worm screw is held by the jaws. Be sure to read the manufacturer’s instructions to insert the screw into the chuck properly.
By the way never, never, never leave tommy bars or a chuck wrench in the chuck unless you are actually using them. You haven’t lived until you’ve seen a chuck wrench go through a block wall when the lathe is turned on inadvertently.
Holding work with a screw chuck
The screw chuck is usually used at the start of a project to hold the work to make either a tenon or recess for the jaws. When using any chuck, it is always wise to use the tail stock for added support when possible, but it is highly advisable when using a screw chuck. A screw chuck does not have enough holding power by itself for anything other than a very small piece.
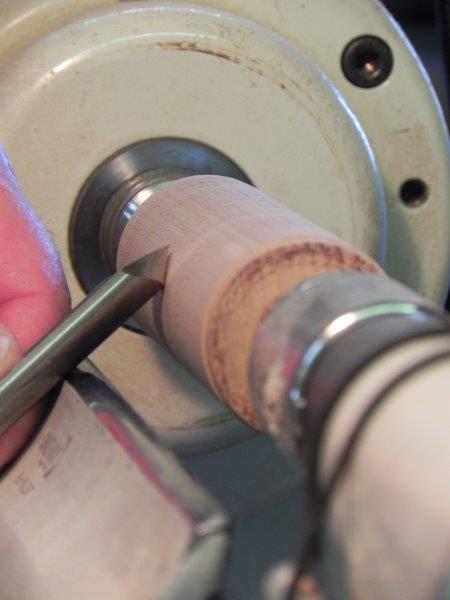
To use the screw, first drill a hole in the work to accommodate the diameter of the screw shank. This hole will be turned away in the finished product because it is typically made in the top of the piece.
Creating and using a tenon to hold the work
Note that this piece is a demonstration only — typically the tenon is associated with the bottom of the bowl.
The jaws hold the tenon by clamping it tightly but the jaw faces provide the most security by resisting lateral forces, so the wood immediately adjacent to the tenon must be square and flat. If anything, the bearing surface could be slightly concave so that the outer diameter of the jaw faces can bear against the wood. Further, the tenon should not bottom out inside the jaws to ensure that the face of the wood bears on the jaw faces.
The difference between a cut and scraped surface can affect the security and accuracy of the piece.
The tenon surface should be cut, not scraped. A scraped surface has soft spots that will cause uneven clamping. The shape of the tenon should reflect the profile of the jaws rather than expecting the jaws to crush into the wood. The tenon on the left below is cut to fit a Nova chuck while the tenon on the right below is cut to fit a Oneway chuck. Others may vary. The objective is to hold the work square and true and you should do everything you can to make that possible.
When mounting the work in the chuck, bring the tail stock up to hold the work tightly against the jaw faces. Holding the piece only with your hand is never as firm or as square.
The tenon is usually on the bottom of the piece and is created at the same time as turning the external profile of the piece. If you design your piece accordingly, the tenon can be worked into the foot.
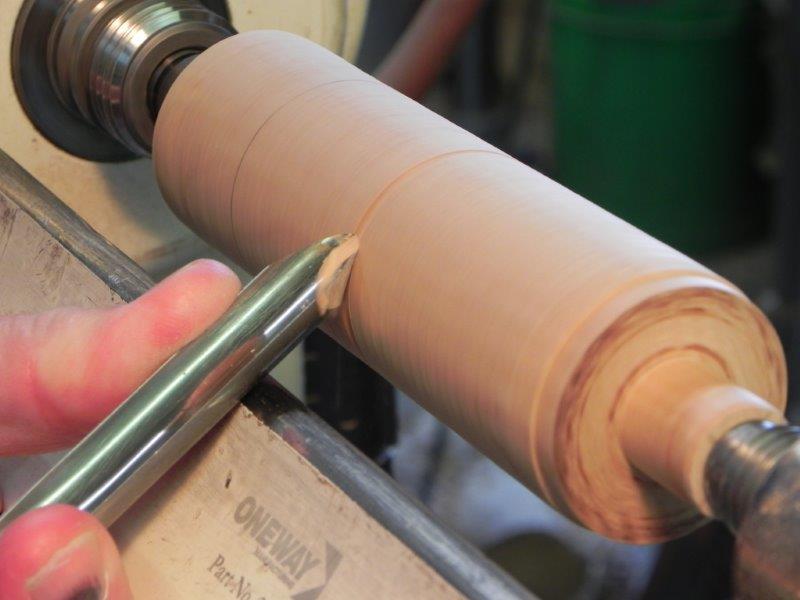
Creating and using a recess to hold the work
The jaws expand into the recess to hold the work and like the tenon, the jaw faces resist lateral forces so it is important that they bear squarely against the wood surface in the recess. Wood is not strong in tension so there should be adequate wood surrounding the recess area so that the wood doesn’t break from the outward force of the jaws. Like the tenon, all surfaces should be cleanly cut rather than scraped to eliminate weak surface areas. Some tool companies sell scrapers for creating recesses. Save your money, cut them cleanly with a gouge and hold your work better.
When mounting the piece, just like the tenon, hold the work against the jaws with the tailstock to ensure it is firmly and squarely held against the jaws while tightening.
Often turners work the recess into their design by adding a couple of rings, other decorative work or turn them away completely to make them appear to be part of the piece rather than part of the process.
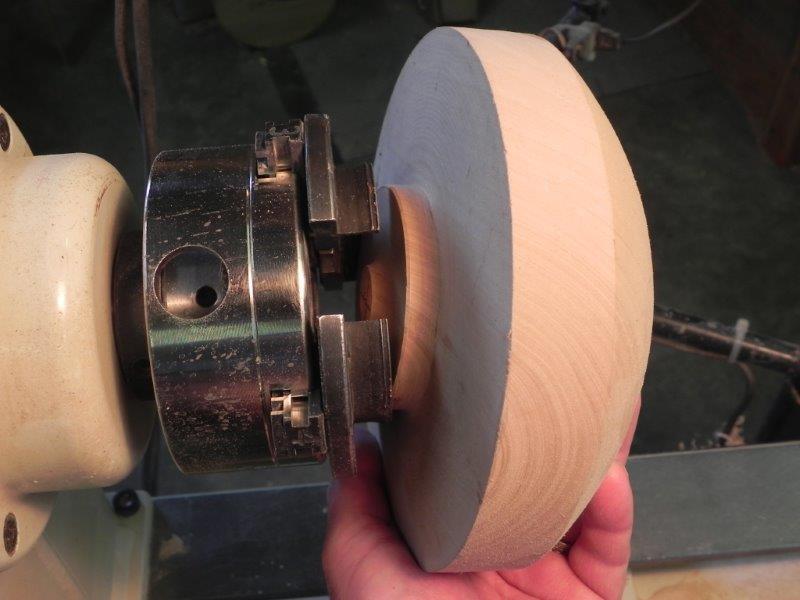
So why buy a chuck?
Chucks are a bit pricey, for sure. Their big advantages are ease of use and versatility. Even though your may be able to mount a piece in the lathe in some other way, it can take almost as long to create that holding device(s) as it does to turn your whole piece. Not only that, faceplates — the main alternative for work holding — typically limit your design opportunities simply because they limit the diameter at the mounting point. Since turners often have only an evening or an afternoon to be at the lathe, using a chuck will make that time far more enjoyable.
Originally written by Ed for Craftsy as ” Turn Your Own Turning Tool Handles”>
Turning tools come handled or unhandled, meaning of course, with or without a handle. A ready-made handle is fine but it may not suit the turner’s preference, turning style or needs. My preference is to make my own and I like them to be wood. I prefer a wooden handle over metal because I like the feel in my hand, the balance of the tool and quite frankly, the appearance.
I’ve turned with purely metal handles and metal handles covered with PVC tubing, and although the PVC cover eliminates the “cold” feel of the metal, they are always straight and I prefer my handles to not be straight. Perhaps I’m a purist, but I like my swept wooden handles that fit my hand and body. Strike me down for being practical, but what you will spend of a ready-made handle will get you another useful gouge.
So, why not turn your own handles? We already have the machine to do the job.
Turning a handle
The wood used for handles should be sound, strong and flexible. Not that they bend like a baseball bat, but they shouldn’t be brittle. Some woods are very brittle so are prone to cracking. My dad always disliked acacia for handles because it is so brittle, so one time I made a hammer handle out of acacia. It cracked. I like to hear a ring in the wood when it is struck (I learned that from a bagpipe maker) indicating it is sound (pun intended) with no cracks or voids. It should be hardwood, obviously, but also a wood that machines nicely. These are tools, not showpieces so is no place for fancy figured grain: straight grain only, for strength.
The copper ferrule is pressed on and has been in service without moving for ten years at least. The gold colored ferrule in the picture above is a Hosaluk ferrule that glues into the handle. In the end, it fails to provide the same strength as a proper ferrule because it does not encircle the wood (and actually I just noticed that this handle is cracked). The red ferrules are from Oneway and have a tapered female thread that holds the ferrule on the wood and also compresses the wood as does a proper ferrule. Hidden in the picture, they also have two set screws to secure the tool.
A handle needs a ferrule to prevent it from splitting. Wood is not strong in tension and the lateral torquing of the tool inside the wood during use can provide that tension. Traditionally a piece of pipe, wire wrapping or even string can provide the needed strength. Modern “store bought” ferrules are just dandy in my books because they have set screws to secure and release the tool when desired. These are great for storing the tool in transit (pointy end inside), swapping tools and sharpening (no extra weight and no dodging the handle). Also for travel, a couple handles will suffice for several tools.
A handle may often need a bumper of sorts on the back end to prevent damage if dropped or stored on end. Sometimes a short ferrule will suffice.
Unless there is a particular reason not to do so, the handle should be bored on center and parallel to the axis. This is a key factor in the use of the tool since much of your tool control is attributed to rotating the tool on its center. The last thing you need is a “hinged-in-the-middle” tool that swings rather then rotates or in the case of a parting tool, for example, that points left one time and right the next, depending on which way you picked it up.
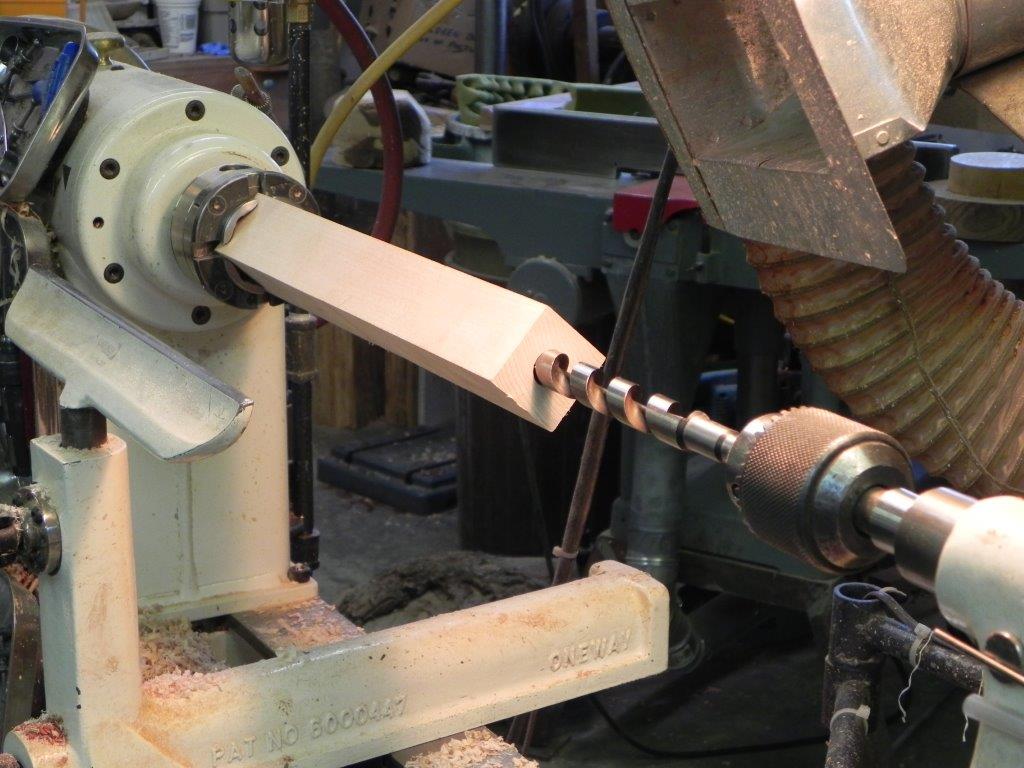
1. Boring the center hole
Cut your blank to the dimensions that you require, but make those cuts as square as possible. The bore for the tool is the first operation and should be done in a drill press using one end as the reference. Alternately (and probably better) you can clamp the piece vertically against a 90-degree support fence. The object is to make that bore as true to the lineal axis as possible. This will ultimately determine both centers that you will use for turning. A third choice is to drill the blank in the lathe. This would be my last choice but, if you must, allow for extra waste when sizing the blank because it won’t be as true. Good luck drilling by hand.
2. Mounting between centers
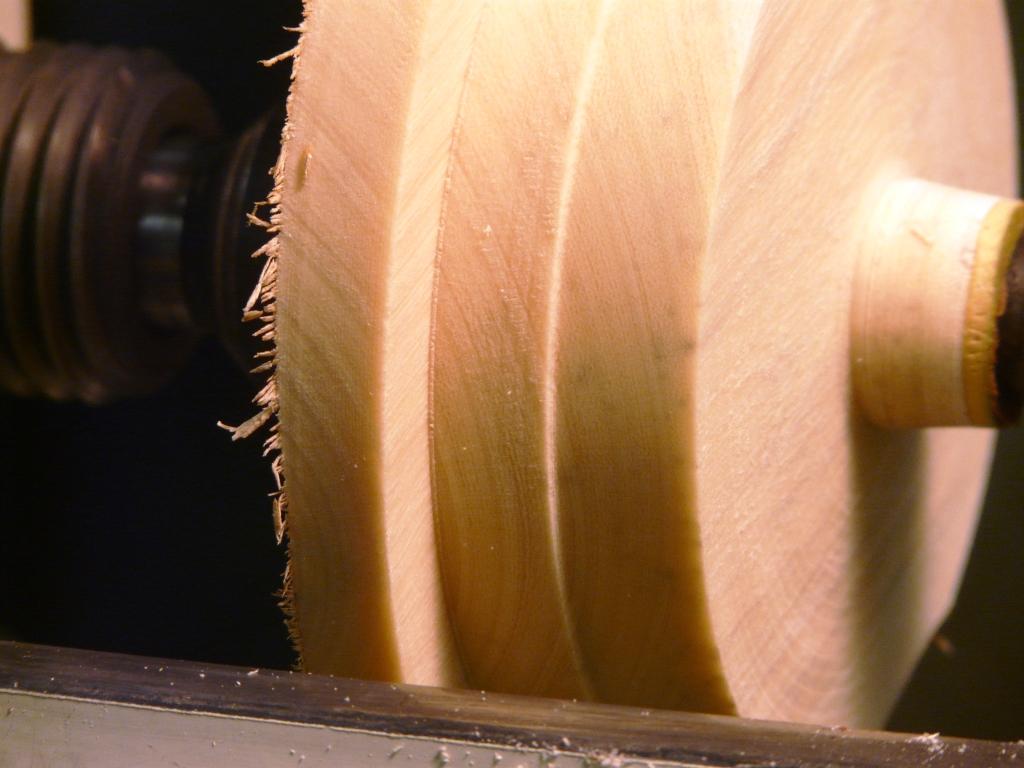
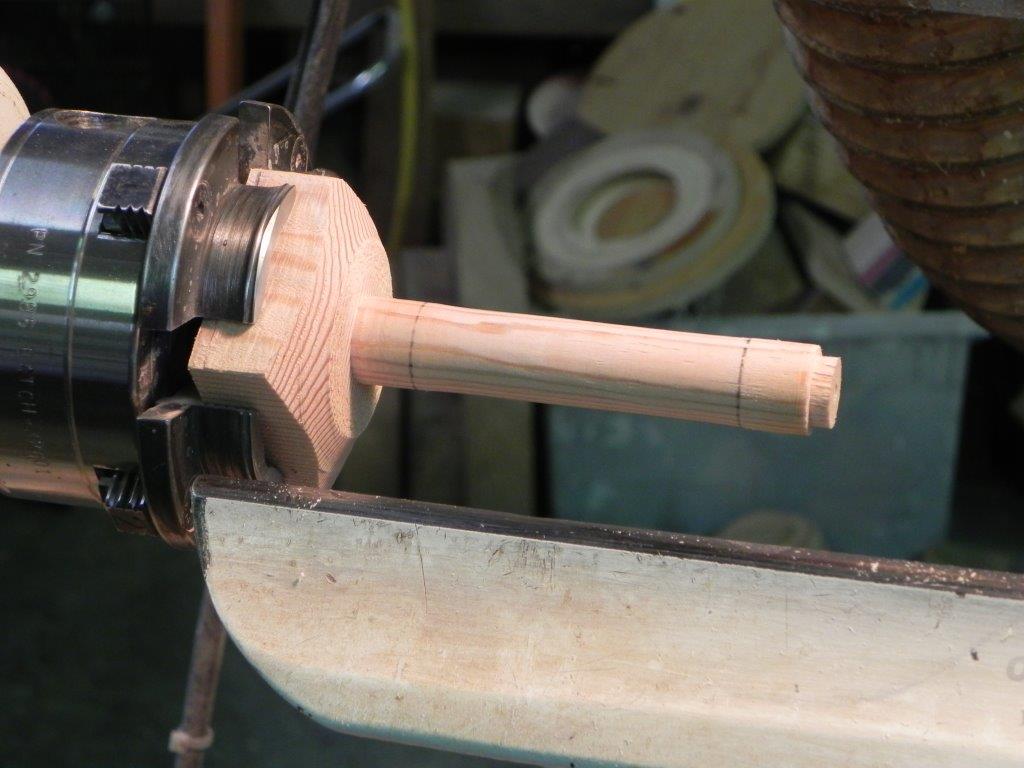
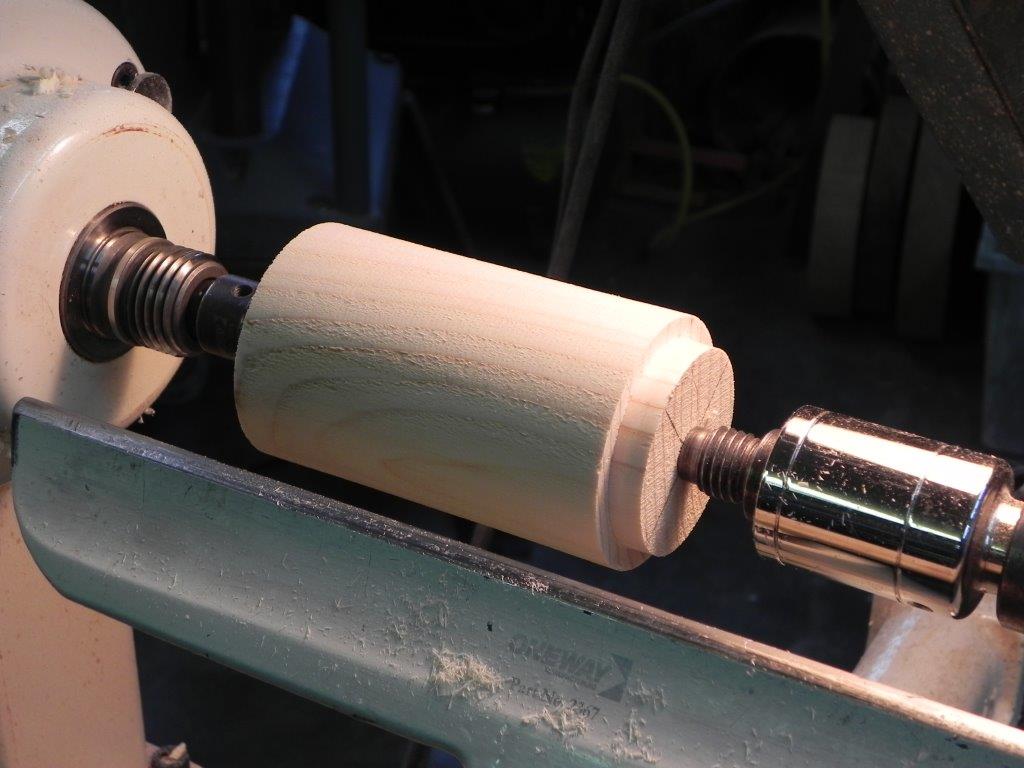
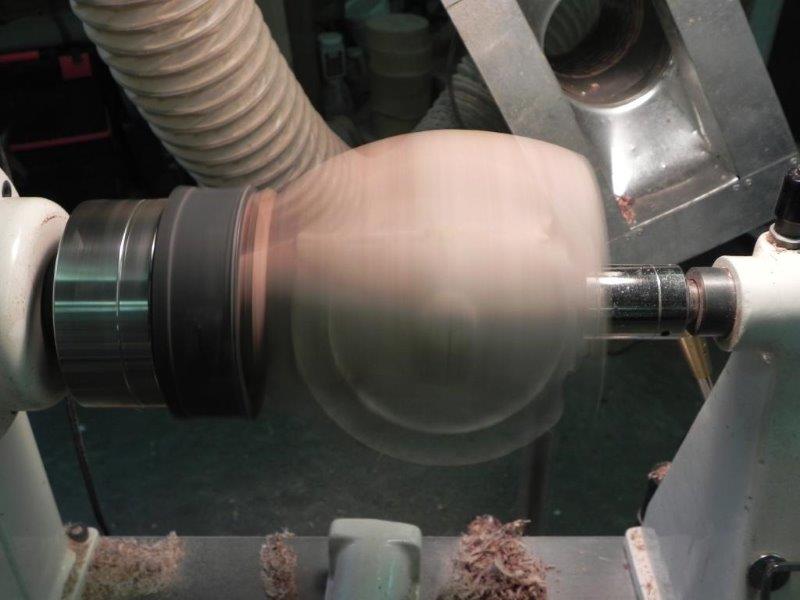
Clamp a waste block in a chuck about 2″ square and as long as the bore is deep, up to about 4″ maximum. Turn the block to fit the bore, relieving the outside diameter in the center portion so that it fits tightly but doesn’t bind. The key here is a tight fit that holds the handle straight on its own. Use this as your drive center. The bore in this handle is for a double ended bowl gouge so is much deeper than normal.
Install the handle on the drive center then bring the tail stock up and tighten the live center into the end of the blank as it rotates at a very slow speed. This will probably not be the geometric center of the blank, but it will be on the natural axis of the blank, ensuring that the handle will be centered to the bore.
Step 3. Turn the handle to shape
Drive center. Note the squared face and the relieved portion between the pencil lines.
You can make the handle any shape you desire. I prefer mine to have a larger diameter at both ends that fit my grip nicely with a little swail between so that I can slide the tool in my hand by loosening my grip but still not loose the tool from my grasp. The length of this tool is short by my standard for a bowl gouge because I will be using it on a mini lathe where the longer handle gets bound up in the ways.
Once the butt end of the handle is marked on center, it can be switched end to end as required. In the case of any type of ferrule, it is good to switch ends so that the ferrule end is at the tail stock for test fitting. I use a large, single-point center in the bore hole for centering. It is wise to turn the ferrule diameter first so that you can blend the handle into that area.
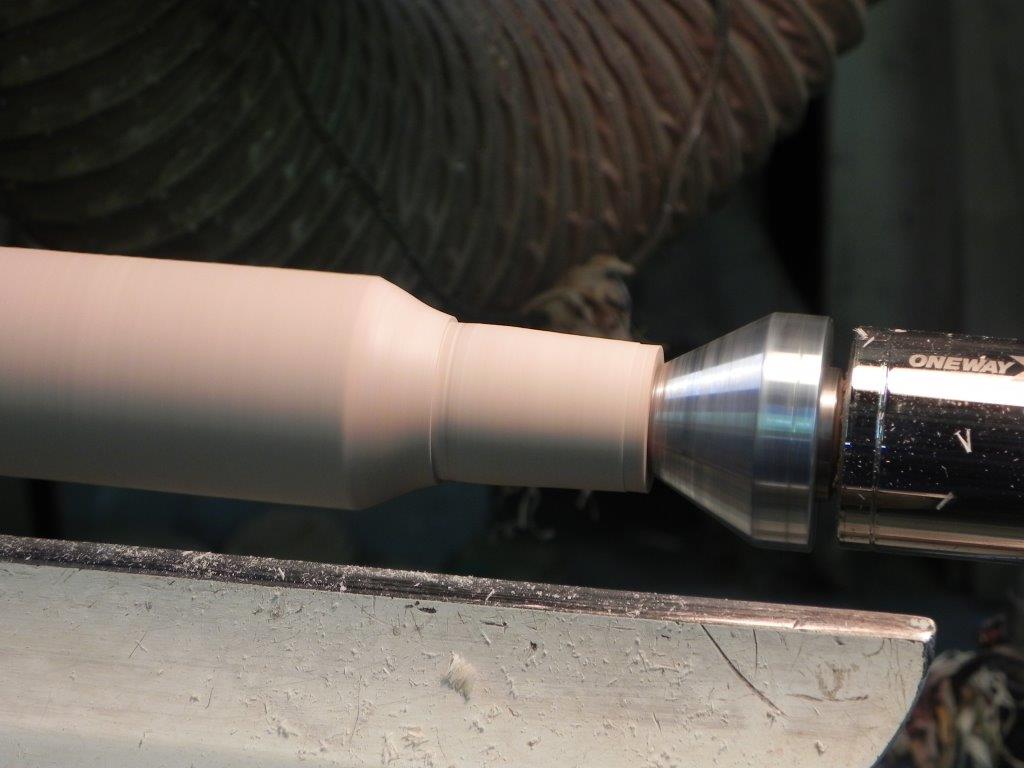
The ferrule that I will be using has a tapered inner thread. It comes with a profile gauge to fit the handle to the ferrule. I have found that these ferrules tend to require tightening fairly often while new until the thread seats into the wood, so I have allowed extra taper for cutting off as the ferrule advances.
The “viewing hole” is drilled at the end of the hollow center of the ferrule. It is easy to see when the handle bottoms out in the hole and is time to trim the end.
I have found that the threads have seated permanently after trimming about 1/4″ off the taper. A small disadvantage of this type of handle is that the ferrule loosens up at times during use until the threads truly seat. Once seated, this occurs only very rarely and even then only on my 5/8″ gouge, which gets some serious torquing during use.
Fitting the ferrule. Note the “viewing hole” for checking the position of the handle in the ferrule.
After finishing
I don’t put a finish on my handles. This is for no particular reason other than they get a natural patina over time and have plenty of oil from my hands to feed the wood. I believe a smooth wooden finish is less likely to slip in your hand once it develops some wear. I have had to actually sand the finish on some commercial handles to take that initial slippery feel out of the lacquer finish.
A good handle is like any other quality item. It should do its job without fanfare and without complaint. It it is well made you should be able to use it without even noticing it and it should serve you well — probably for years.
Tips for turning wood handles
Use dry wood. Shrinking due to drying after turning will cause ferrules to become loose, providing no support to the wood.
If the tool is to be permanently mounted in the handle it should rely on a tight fit. I have glued the odd tool in an emergency, but it’s a sign that you need to make a new handle. Drill and form the hole for the tool (or tenon if it is a male fit) to fit the tool properly. Forcing the tool into a hole that is the wrong shape won’t make it fit tighter. It will likely become loose sooner. As a kid, I spent the winters with an old hand re-handling fire shovels, axes and mattocks for the next forest fire season. He never let me get away with anything other than a perfect fit.
Pipe ferrules should be very tight. I turn the handle the same diameter or even a couple thousandths larger with a small entry taper to start the ferrule. Scrape a small chamfer on the ferrule to remove any burrs and further ease the entry. Lubricate the handle with oil where the ferrule slides on. Press the ferrule on in the lathe or in a hand or hydraulic press. Hammering it on is acceptable but would be my last choice.
Wire wrapping makes an excellent ferrule, but is difficult to do well. Turn a slight depression where the wire is to be wrapped to prevent it from sliding. Use a fine wire — perhaps 18 gauge — so that it is easy to wind on smoothly. Start the wire in a small hole then put a few wraps over it to secure it. Tuck the wire under itself at the other end and bend the free end over the last wrap, trimming and hammering lightly to blend it in. Keep the wire tight the whole time. If you use copper wire you can put a drop of solder on the ends with an iron to secure the whole thing. If the wire is fine enough, you can whip it as described below (best). This actually makes a very attractive ferrule if neatly done.
String is a very suitable wrap but not really durable in rough use. It is, however , easy to reapply. The secret to a string ferrule is whipping the string so that there is no visible joint or knot. Lay a loop of string in line with the area to be covered then wrap the string toward the looped end. When you have applied enough string, pass the free end through the loop then pull the loop and free end under the wrapped string. This tightens and secures the string permanently. Trim the ends close to the last loops with a knife. You can further secure the wrap with glue, varnish or epoxy if you want. Both the string and wire wraps are an excellent way to secure a handle that isn’t round.
Turning my own handles gives me lasting pleasure. It shows my craftsmanship, a visual resume when demonstrating for another guild. They feel great to use and they all develop their own patina, telling the story of their use. I think I got that as a kid from gazing endlessly at my father’s and grandfather’s tools.
Originally written by Ed for Crafsty as “Pommel Cuts: The Shapes of Things to Come”.
A pommel cut on a spindle is the transition between a straight-sided pommel (usually square) to the round or turned portion of the piece.
The stock is typically square but other geometric shapes may occur depending on the design of the work it will be attached to. For instance, an eight-sided table may have octagonal-shaped pommels at the tops of the legs. Besides providing a strong, flat thrust face, the straight portion of the spindle or leg facilitates a much more easily constructed joint, so the pommel is a necessary part of the spindle.
As always, woodworking design influences shape so there are as many basic shapes of pommel cuts as the imagination will allow.
Let’s discuss the cutting techniques as well as the tools used to make some of those shapes.
The square pommels on this stair newel post are required to anchor the post itself and the railing to the post. The pommel cuts are simple quarter beads.
Proper cutting technique — no different than any other cut used in woodturning — produces a clean, crisp edge that may seem difficult, but is not. The proper cutting technique is using the bevel as a guide or “rubbing the bevel.” In this way, you can produce square or angled cuts, quarter or half beads, lamb’s tongues, tapers, long curves or any shape you may desire. You will be surprised just how easy it is.
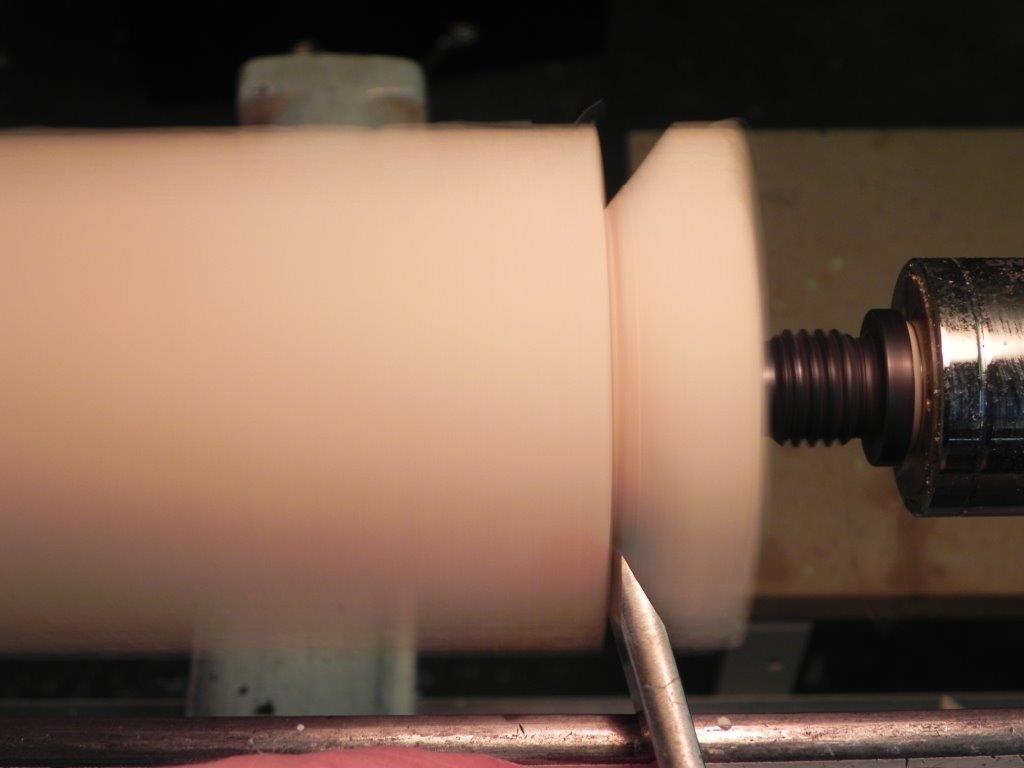
Mark the piece with a starting point and end point on the face of one of the sides. When the blank is rotating, it will appear as if all sides are marked. Make a cut with a gouge or skew at the “finish” end of the cut that reaches down to the full diameter of the wood.
If a sizing cut is required with a parting tool, remove enough waste so it can be made on a full round portion rather than tearing the wood on the square portion. The start and finish points are now defined.
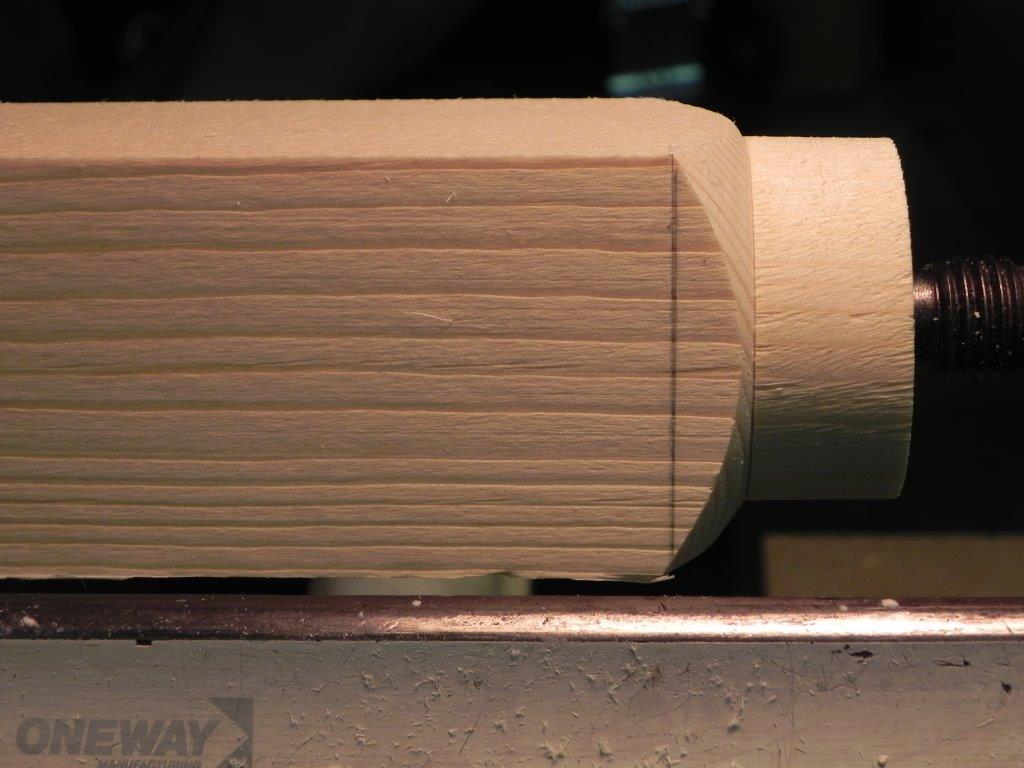
Note the side of the skew is aligned square to the center line, keeping the bevel on the wood being cut. This will require three or four passes to reach the final depth.
Place yourself so that you can see the ghost of the “diameter” of the square as it is rotating near the tool rest. In this way, you can treat the square portion as if it were round. Make a rough cut or at least a marking cut so that it is easier to see where to start the finish cut. Perform the particular cut (half bead, taper cut, etc.) so that the cut ends at the finish diameter.
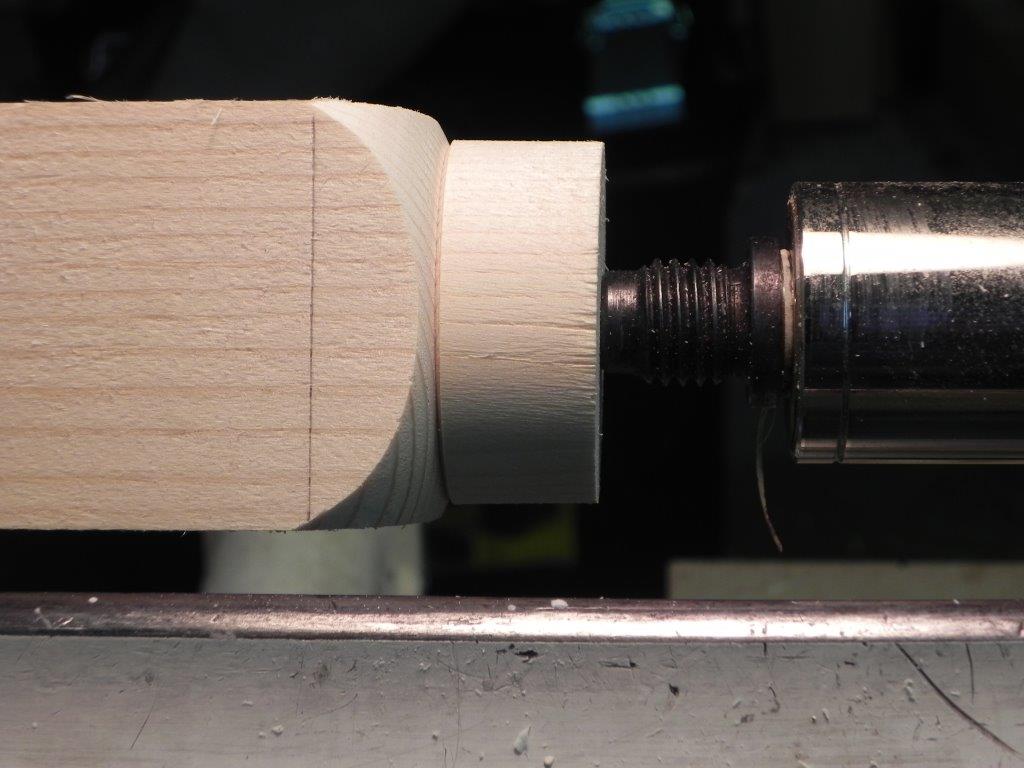
Obviously at the start of the cut, you will be cutting mostly air, so not a lot of wood to register the bevel. More care is required at this point, but it gets better almost instantly. If you have been rubbing the bevel on the work, the cut will be clean enough that it won’t require sanding. This is an extremely difficult place to sand so it’s worth practicing this technique.
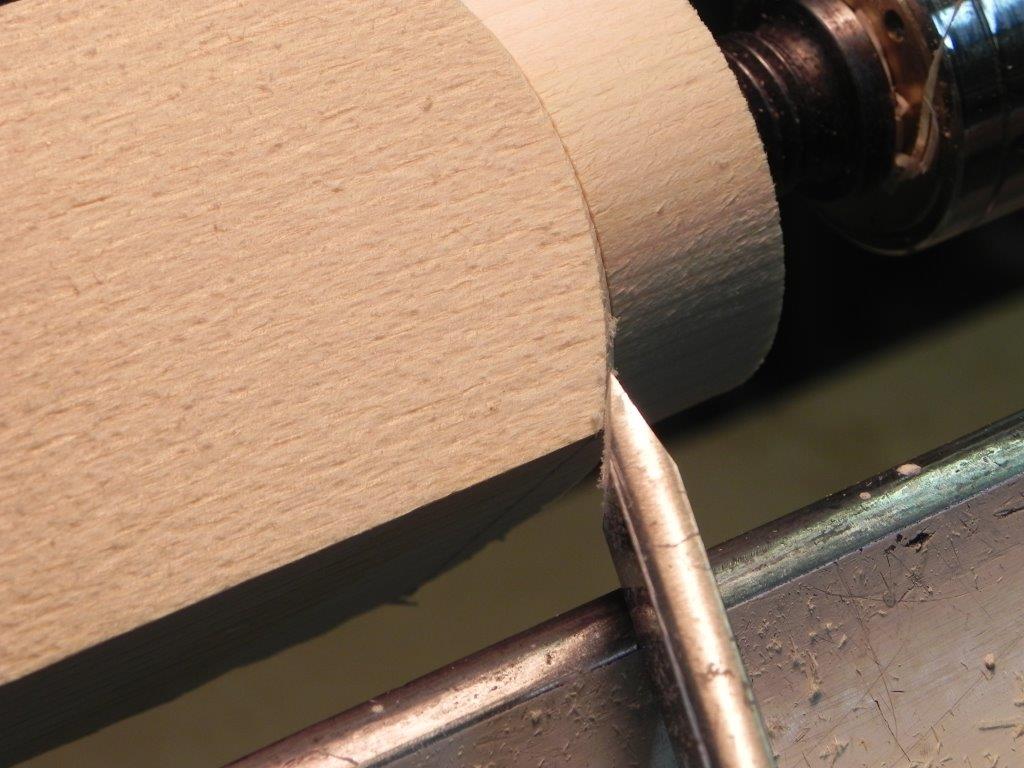
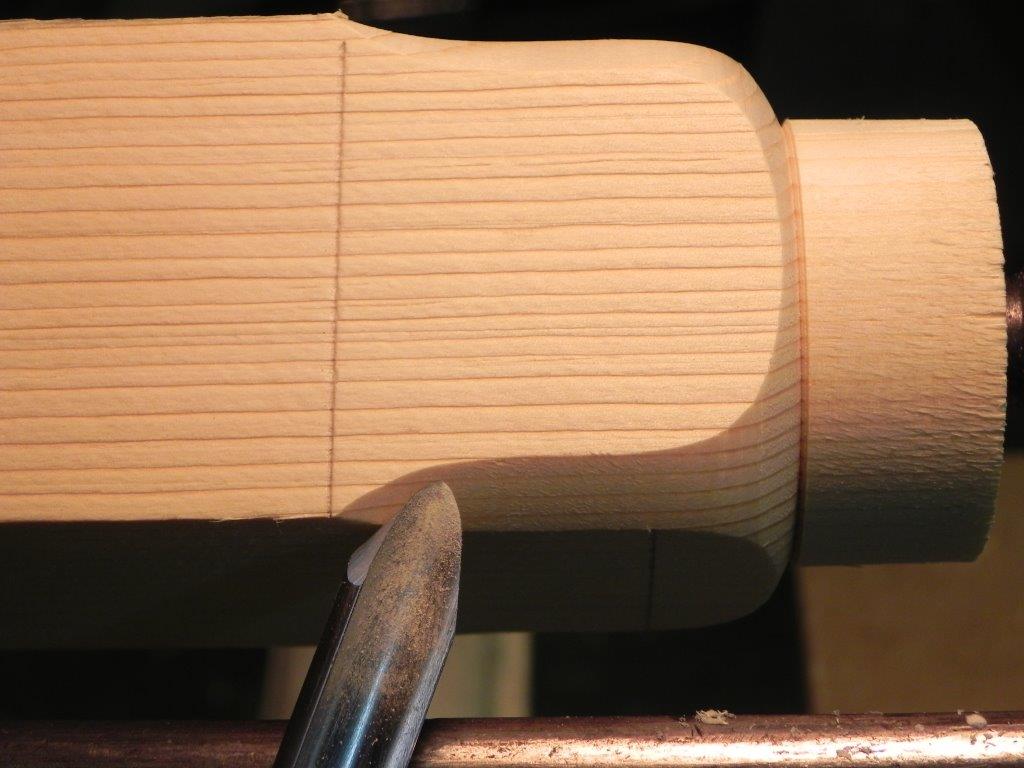
This photo shows the diameter of the spindle turned prior to the pommel cut and the bevel of the skew against the wood. This cut can be made with a gouge or either the heel or toe of the skew, which ever you are the most comfortable with.
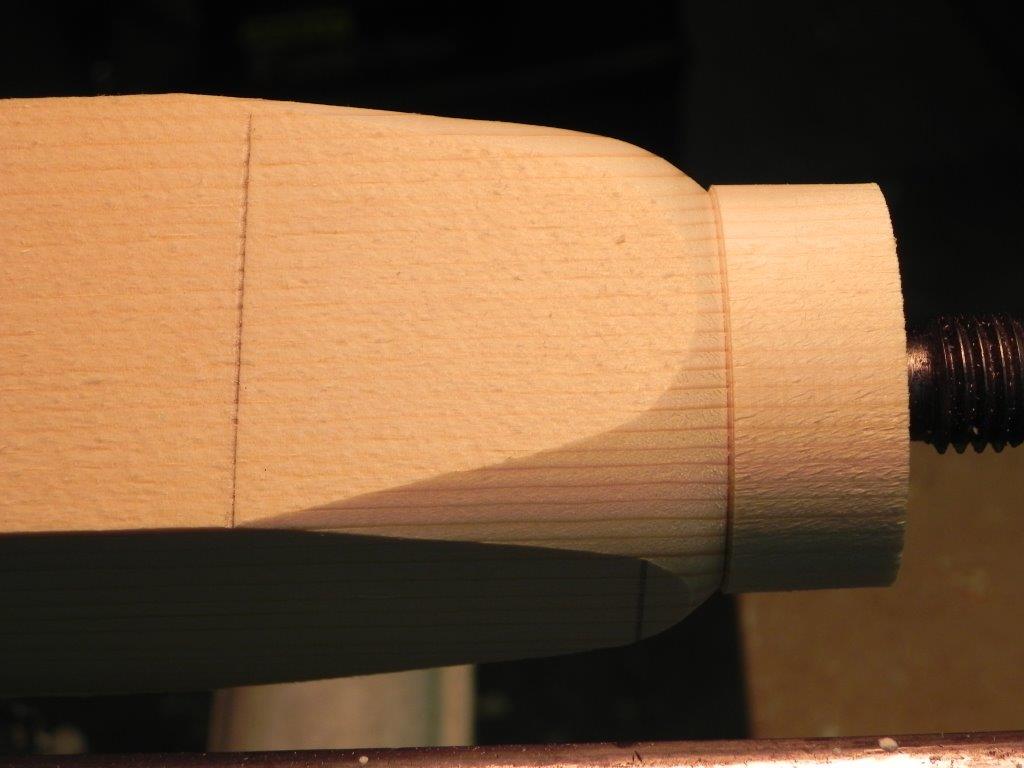
The completed cut. Note the starting point, end point and how cleanly the cut has been made. No sanding is required.
This half bead is very similar to the quarter bead.
A lamb’s tongue can only be cut with a gouge. The radii of the cove and bead significantly affect the resulting shape on the flat of the pommel so care must be used in making these cuts. It is possible to cut a pattern and mark that on one flat so you have a shape to work to. This cut can be made even more elaborate with a smooth transfer between a cove and bead (rather than straight) before reaching the finished diameter. Again, no sanding is required.
This is not a “standard” pommel cut, but perhaps something that will fit the bill in come cases. Note that the corners of the cut are different lengths. This is due to a poorly marked center, warped stock or stock that is not square (the latter in this case). The longer the pommel cut, the more critical this is.
Originally written by Ed for Craftsy as “Turning a Lidded Box: Free Step-by-Step Tutorial”.
One of the most fun and varied items you can turn on a lathe is a lidded box. In the photo below you can see that there are several designs, usually related to how the lid fits to the box. There are an almost unlimited number of designs when creating a turned, lidded box. Not bad for such a simple little project. Lidded boxes are also a quick seller at everything from craft fairs to art galleries, so they can also be quite profitable.
The photo above shows several lid orientations and also the use of multi-media. The method I will describe isn’t shown in any of the examples above. An interesting feature of the type I will describe has, if carefully crafted, a “hidden” joint between the lid and the body. The wood is initially turned between centers so, because of the grain orientation, is often referred to as an “end grain ” box, meaning that the grain will be aligned vertically and the hollowing will require end grain cutting techniques. The good news for some of you is that scraping is one acceptable or even preferred method — if you don’t have a specific tool for the job — when hollowing the inside.
Turning a lidded box
Step 1:
The vertical grain lines are going to be a defining part of the appearance.The more the grain varies from the vertical, the more obvious the joint between lid and body will become. For this reason, a piece with straight parallel grain is the best choice if you want the closed box to appear as if there is no break in the grain at the joint.
Turn your piece between centers, roughing the major diameter and create a tenon for holding in a chuck. This end will be the top of the box.
Step 2:
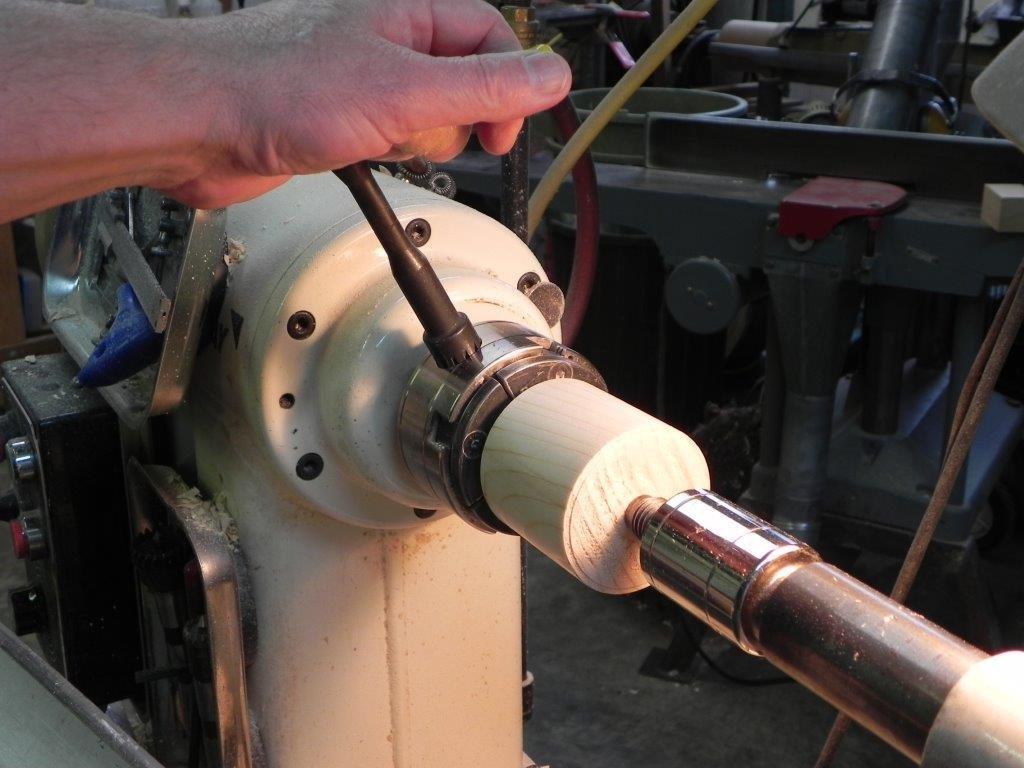
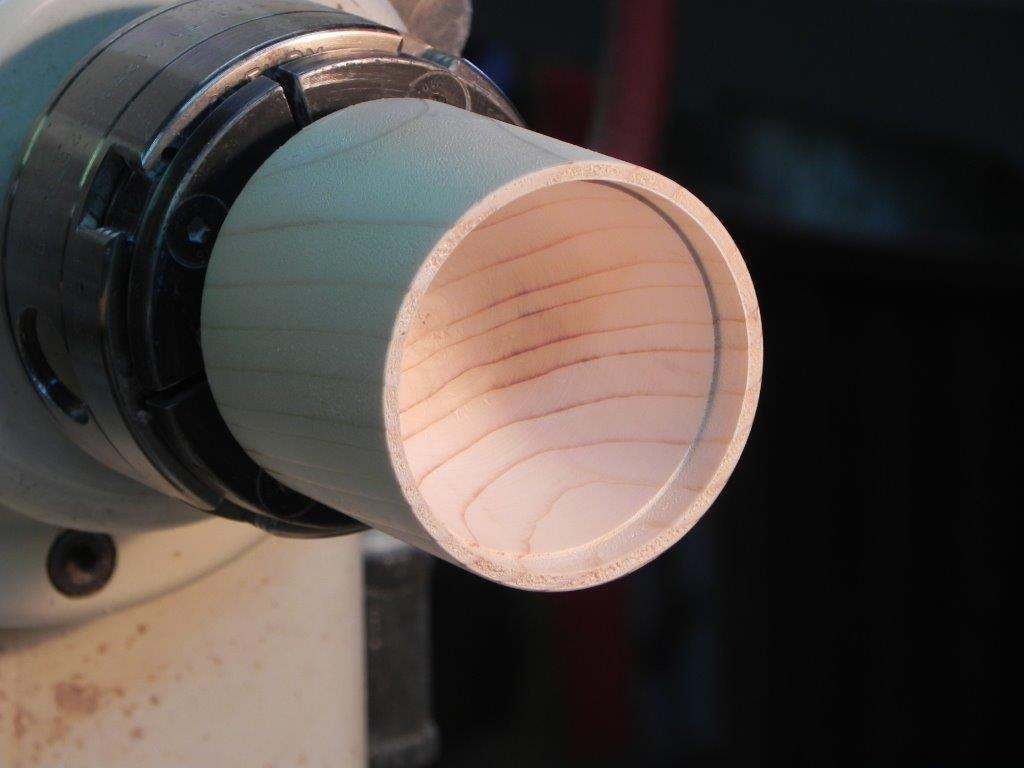
Set the piece up in a chuck, holding it by the tenon as in the photo below. Create a recess on the other end for holding the work in the chuck using the expansion feature. This end will be the bottom of the box.
The photo below shows the cutting being done with a scraper using a shearing cut (rather than a pure flat scrape), leaving a finely cut finish. Since the piece will be held by the recess for hollowing the body, consider a design short enough that vibration will be reduced or eliminated when hollowing. The recess will be part of the finished piece, so using care in creating the recess at this point will reduce the amount of finish turning in the end.
Make the diameter small enough to leave enough material between that diameter and the outside diameter so that the piece can be mounted securely without breaking from the outward pressure of the jaws.
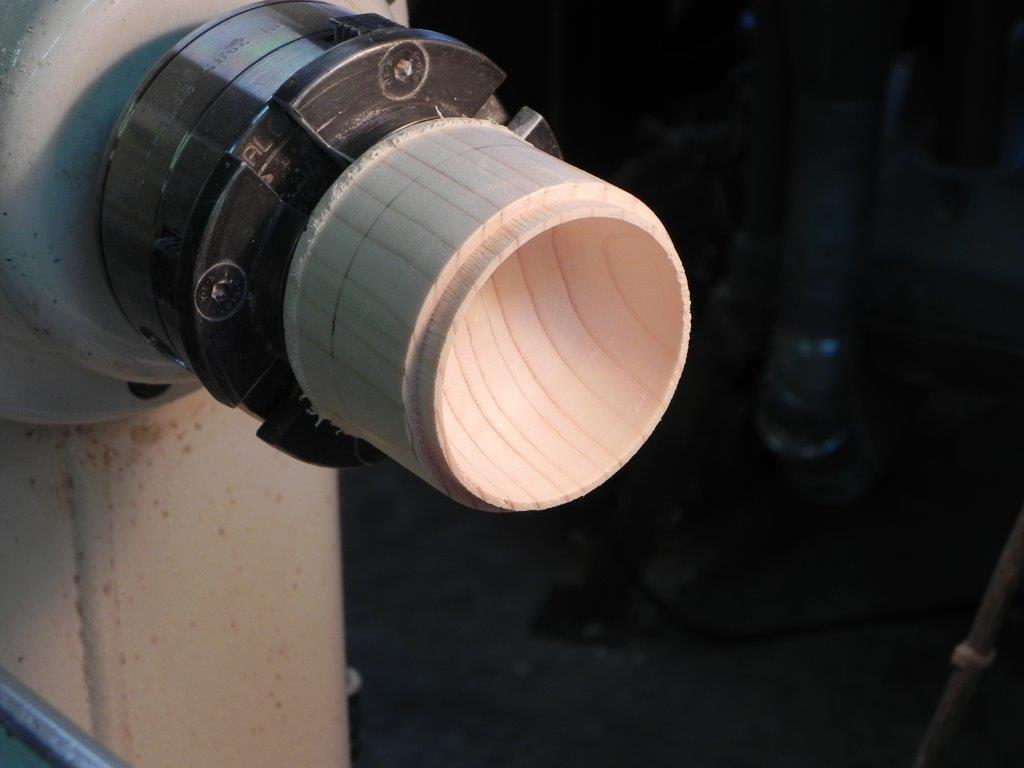
The photo below shows the recess completed with a bit of decorative work. The jaws will leave minor tooling marks on the inside diameter of recess. These are easily removed once the piece is complete by creating a jam chuck for holding with a piece of waste wood.
Step 3:
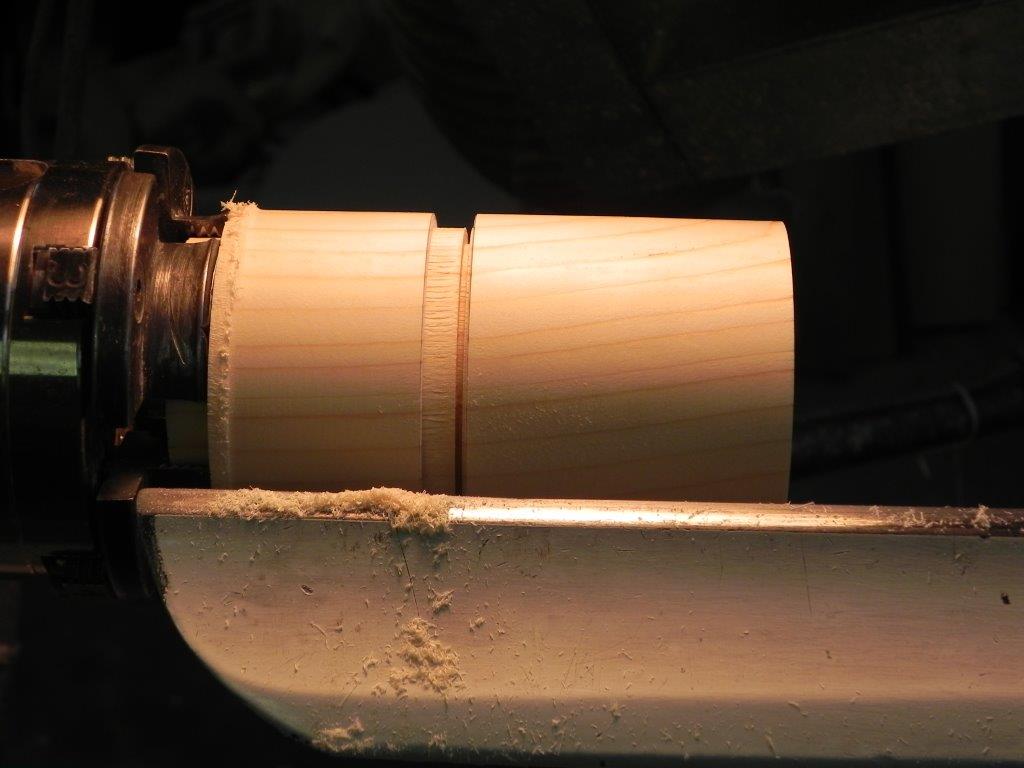
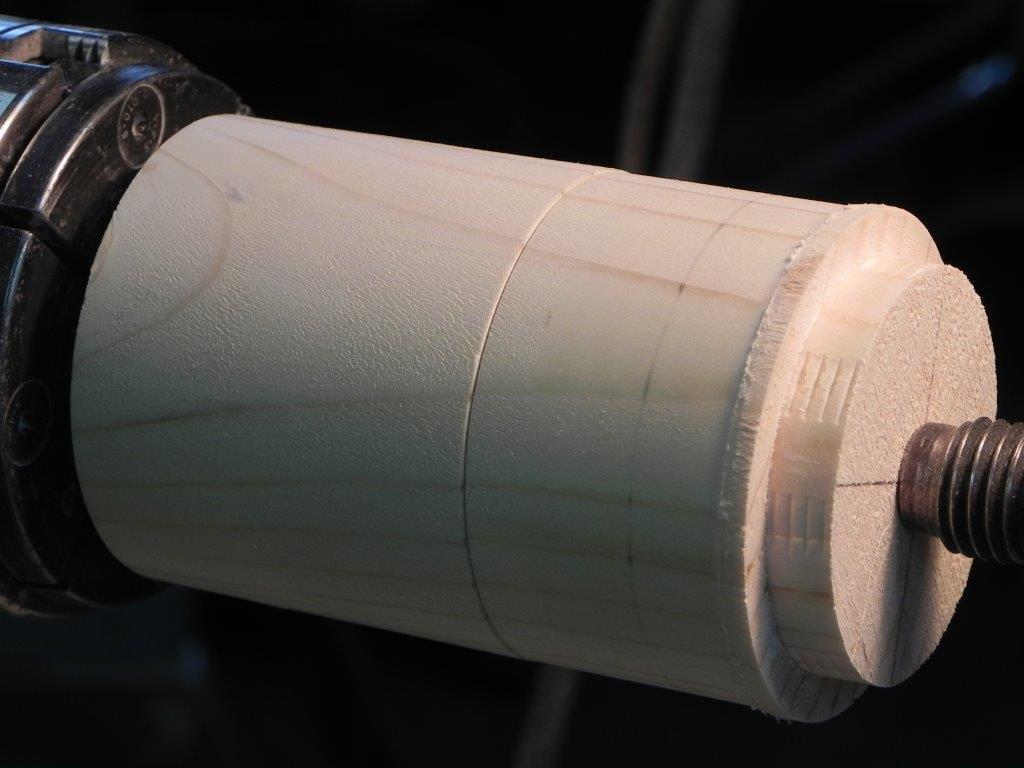
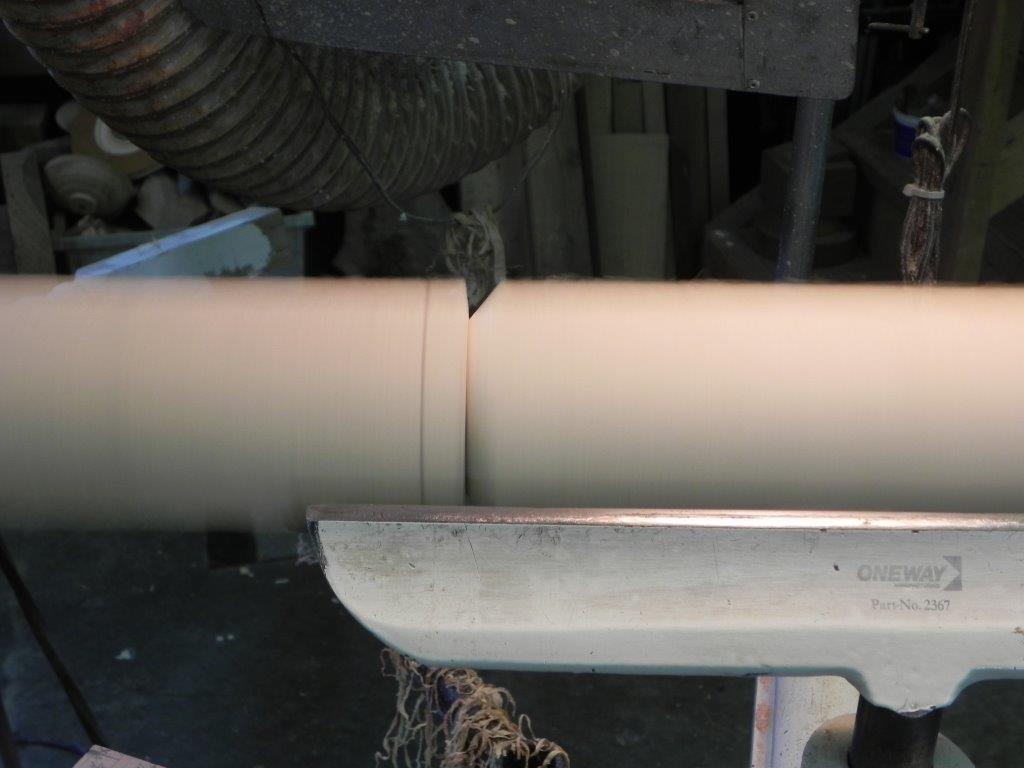
Mark the location for the separation between the top and bottom of the piece, as indicated in the photo below. Use a skew chisel to incise two lines on either side of the line as shown. A parting tool will be use to cut a reduced diameter between the cuts and the cuts will stop any chipping of the wood into the finished portion of the piece.
Use a parting tool to size the tenon of the box joint (higher quality wood would have allowed for a better finish in this case). The portion of the piece on the left in the photo below will be the top. The short tenon will extend into a matching recess (or mortice) in the bottom (right) created when that portion is turned later.
Ensure that the bottom of the main cut is square to the sides. The very thin parting cut is where the two pieces will actually part company. By using the thinnest parting tool possible you will reduce the amount of material used in creating the joint, which will reduce any discrepancy in the grain lines at the joint. The thin parting tool used in this case was a re-purposed kitchen knife. The pieces can be separated with a saw if you are uncomfortable using a thin tool for cutting to the center (not a bad idea at all).
The view below shows the parting cut made just slightly away from the bottom portion. Because the bottom of the cut was square to the sides, the ring left will indicate the exact diameter required to accept the tenon without any measurement. This is important because once the bottom portion is completed it will become the jam chuck for completing the top, so it must be a tight fit.
Step 4:
Part the bottom from the top, leaving the top in the chuck. Hollow the the top and sand the inside.
Because you will be hollowing end grain, one acceptable method of removing the wood is scraping. There are several tools available specifically for this procedure but a simple scraper sharpened on a grinder leaving a clean burr as the cutting edge will do a nice job. This edge is not strong so will need to be refreshed often and as in all cases, make the finish cut with a freshly sharpened tool.
In this example the handle will be created as part of the top so material was left to do that as part of the last step. It is always an option to turn a separate handle to add later if you prefer.
Note the pencil line on the outside diameter. This indicates the depth of the hollowing when working the top later.
Step 5:
Remove the partially completed top from the chuck and put the bottom in the chuck using the jaws in expansion mode as shown below. Use care when tightening so the piece is secure but also that you don’t break it with too much outward force.
Note that the tail stock has been brought up and used to apply axial force on the piece. By applying a force on the end of the piece you will guarantee the piece will be seated squarely and solidly against the end of the jaw faces. This is a much better practice than just holding the piece with your hand, resulting in less vibration and a truer running piece.
In the photo below the slim portion of the reduced diameter of the box joint is evident. Use this as your guide when creating the mortice portion of the joint.
As in the photo below, hollow out the bottom of the box. It is perfectly acceptable to hollow the piece right out to the diameter of the mortice once it has been completed. I have chosen in this case to leave a thicker wall separate from the joint so that the two will be clearly evident. By keeping the joint portion separate from the box portion it is also easier to create a tight fit as described below.
Hollow the bottom at least deep enough to create the mortice portion of the joint. At this point we are actually creating a jam chuck to hold the top for finish turning, so it needs to be a tight fit. Use a bowl gouge to perform the next step, using the nose of the gouge to cut in line with the grain over this short distance. Using the raised ring as a guide, cut a slight taper inward so the the top just fits into the recess at the opening but goes no further. Gradually expand the taper so that the top can be forced into the bottom and held securely for turning (the tail stock will be used to further secure the top when doing this).
Finish sand the inside of the box portion but do not sand the joint.
Step 6:
The next photo show the top held in the bottom. The fit is secure enough to drive the top while it is being worked and the tail stock prevents the piece from coming out. Now you can see the importance of the pencil line on the top portion indicating the depth of the hollow inside.
All that remains is to create a handle (or finish the top to accept a separate handle) and finish turn the outside diameter. In this case it is a simple straight side. If you planned to have a more decorative shape, a much thicker wall would have to be planned in the beginning.
The nub left on the top of the handle will be carved away later off the lathe. In this case be sure to leave enough wood to cut away the hole in the wood left by the point in the live center.
The joint between the top and bottom is fairly clear in this case but depending on the grain pattern it can be quite difficult to detect. Another option in this case is to make a slight vee cut right on the joint line and a matching cut just to the left or right, hiding the actual joint in plain sight.
Remove the top from the bottom and sand the mortice portion of the joint to make it loose enough to make a nice fit with the top so it is neither sloppy nor too tight. The photo below shows the completed box (except for a finish). You can see that I added a couple of vee cuts on either side of the joint and they truly do hide it in plain sight. Despite the slanted grain the variation caused by the material removed for the joint, the grain alignment is still quite good.
At this point you can create another jam chuck from waste wood to hold the bottom to remove any marks made in bottom recess made by the chuck. I would recommend holding the bottom by the outside diameter. Holding the piece by the inside diameter in a jam chuck will put the wood in tension and likely break the piece.
When sanding the joint to fit, consider any finish you will be applying. It is completely acceptable to not apply any finish to the joint if this will cause problems with the fit later. A bit of wax applied to both surfaces of the joint somewhat seals the wood and makes it look similar to the finish on the rest of the piece.
Originally written by Ed for Craftsy as “Safety at the Lathe: Woodturning Safety Tips”>
It’s the only machine tool in the shop where the machine moves the wood and the cutting tool is held by the operator. The lathe, therefore, has its own unique safety considerations besides all the other risks that are ever-present in any shop. Observing some basic woodturning safety rules will make your time at the lathe far more enjoyable.
Wood rotating on a lathe can catch loose clothing and hair in its grasp in a heartbeat.
For simplicity, most guidelines for woodturning safety fall into three main categories: protection from entanglement; protection for the eyes, face and body; and respiratory protection. Of course there are myriad other operational considerations so for detailed guidelines, visit this website to view the American Association of Woodturners Safety Guidelines.
A woodturner using all the protective gear and precautions noted in this post.
Protection from entanglement
While it is possible to become entangled in other woodworking machinery, the danger is heightened at the lathe. Your hands, body and clothing are closer to the hazard and the diameter and irregularity of the wood itself has a greater tendency to “grab” anything long and loose. Once clothing, hair or hanging jewelry become entangled in the wood, severe injury occurs in a microsecond.
Clothing should be close fitting without being restrictive.
While close fitting cuffs on sleeves are acceptable, short sleeves eliminate any possibility of having your arm wrapped into the spinning wood.
Long hair is very easily drawn into the spinning wood so must be tied back into a ponytail or bun.
Hanging jewelry should be removed completely. Tight fitting watches and rings are less of an issue but removing them removes the problem.
Eye, face and body protection
Eye protection is always a must but depending on the cut, the lathe can shower the operator with shavings directly in the face with considerable force. Because of that, safety glasses alone are not enough. A face shield not only more than doubles the protection provided by the safety glasses, it eliminates the painful shower of chips in the face.
More importantly, the face shield provides some protection from the work piece itself. The centrifugal force when the wood is spinning at high speed is tremendous, causing loose bark to fly off and cracked wood to separate or break up entirely. People have been severely injured and even killed in these situations. For that reason, a simple splash shield is not enough. Suitable face shields for woodturning should be strong and fit well so that they are not easily dislodged.
Eliminate the problem as much as possible by not turning questionable wood. Cracks can be quite artistic but not at the expense of serious injury.
You should be fully clothed with decent footwear. Turning in shorts with no shirt is akin to frying bacon in the same getup. Loose fitting gloves can get caught easily but a close-fitting, fingerless glove on the hand closest to the work when doing heavy roughing will prevent the solid stream of chips from abrading the skin of your hand.
Hearing protection is a must like any other machine tool. Earplugs are often more suitable than muffs because of all the other protective equipment that must be worn.
Respiratory protection
Respiratory protection in the wood shop at large is of extreme importance. At the lathe, much like eye protection, the hazard is super-sized. The moving wood tends to create its own “wind”, making it very difficult or sometimes impossible to control the dust that comes off the work when turning or sanding.
The most effective measure is to control the dust at the source with a high-volume dust control system. Should you be fortunate enough to have a good dust control system, you should still wear a good half-face respirator at all times while turning.
If you have to think about it, do it.
It’s fair to say that it’s impossible to note every single hazard in every situation. I worked as a firefighter for 36 years and encountered many situations not covered in the textbook. The one piece of advice that an old hand passed on to me early in the game was, “If you have to think about, you better do it.” In other words, if your sixth sense caused you to wonder if something might be unsafe – it’s unsafe and you need to deal with it. Trust your instincts.
Originally written by Ed for Craftsy as “How to Sharpen Woodturning Tools Using a Jig”.
A sharpening jig for woodturning tools pays for itself in two ways. First, metal removal is almost nil with each trip to the grinder. Second, and most important, your turning experience will be far more enjoyable using sharp, consistent tools. In this post I’ll explain how to sharpen woodturning tools using a jig.
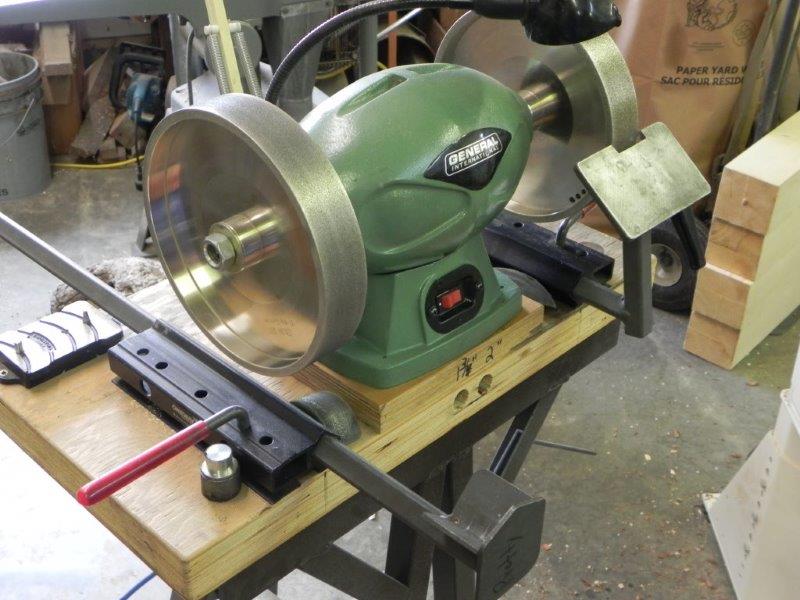
8″ grinder with basic jig setup and CBN wheels
In my last post, I talked about the importance of having sharp tools to be able to turn properly and that a sharpening jig for woodturning tools was one of the most important accessories you could buy. Choosing a jig is the first step, learning to use it effectively is the second.
The Wolverine jig from Oneway Manufacturing is the standard in the industry. There are a few others available that are “the same only different,” so the descriptions here are quite universal. The Wolverine has an accessory tool holder called a Vari-Grind jig that is required if you are sharpening bowl gouges with an “Irish” or “swept back” grind. It also makes sharpening a “fingernail grind” on spindle gouges a piece of cake.
First, a bit about your grinder
In my last post, I commented that your grinder be limited to 1725 rpm. 3400 rpm grinders are less expensive, but the speed causes balancing issues, which causes excessive vibration. Also, the heat generated by a 3400 rpm grinder can destroy the hardness of carbon steel tools and damage even high-speed steel tools. The tool rests on all grinders are inadequate for sharpening woodturning tools, making an after-market sharpening jig a valid consideration.
An 8″ grinder is ideal and recommended. 6″ grinders are acceptable, however, as soon as the wheel starts to wear, the arc of the concave or hollow grind is too severe, weakening the edge. Jigs are designed for 8″ grinders while 6″ grinders need to be shimmed up to make the geometry work.
The type of wheel on your grinder is important. Gray stones are too hard, so do not dissipate heat readily, burning your tools. White stones are very soft, keeping your tools from burning, however, they wear down very quickly. Blue stones are the Goldie Locks of grind stones for sharpening. They last a very long time, while still being soft enough to not burn your tools. CBN (cubic boronitrate) wheels are steel wheels with an impregnated abrasive. I love mine because there is no vibration, they are always true, they virtually never wear out, and heat seems to be a complete non-issue. I run an 80 grit wheel for reshaping and grinding scrapers and a 180 grit for all general sharpening. Many folks like 80 and 100 or 120, which are fine.
Setting up
I will explain how to sharpen woodturning tools using a jig, however it’s important to understand that a jig provides control over the angle of the grind but not the shape of the grind. Any jig will come with detailed instructions about setting up the base plates on your grinder base and how to adjust the components to get the desired shape. Once you’ve turned with those basic shapes, you will develop a preference for finely-tuned shapes through experience.
The Wolverine comes with a long extension arm and a flat tool rest. The long arm is used for supporting the Vari-Grind jig and though it can be used to support some tools directly, I don’t recommend it. Any tools that I sharpen other than spindle and some bowl gouges are supported by the flat tool rest while sharpening.
Vari-Grind jig showing tool and arm adjusted to constant settings
Vari-Grind jig
The “stick out” of the tool past the jig must be constant, typically 2″. Drill a hole in the base or mount a stop block to make that measurement accurately and quickly. Adjust the arm and mark the position with a line so that it can be repeated consistently. I use two different settings, some people use only one. Set the extension arm at a constant distance from the wheel surface. Because the wheel wears down you cannot measure from the clamp base. Make and use a jig to repeat that measurement.
When sharpening a gouge, work the sides of the grind first because that’s where the most material is to be removed, then carefully work on the curved front of the “fingernail.” It is very easy to remove too much metal at that point. This method offers more control than trying to sweep from one side all the way around to the other side in one pass.
Gouge set properly in jig and jig set in extension arm
Extension arm
The only thing I use the extension arm for is to support the Vari-Grind. You can get an accessory that attaches to the extension arm to sharpen skews. This isn’t worth purchasing and will limit the number of shapes that you can apply to those tools to one. The extension arm is not for sharpening spindle and bowl gouges directly from the pocket. It will only produce a sharp point on the tool.
Flat tool rest
The flat rest is very versatile. I recommend that you either buy or make jigs that allow you to set the rest at the various angles you require accurately. Again, it’s all about consistency.
Never, never, never, adjust the flat rest while the grinder is running! If it binds the wheel, something will break – including the wheel – and you could be severely injured.
Spindle roughing gouges and traditional grind bowl gouges are sharpened in the same way. Holding the tool perpendicular to the wheel face, rotate the tool from one wing through to the other wing until the full bevel has been ground completely. It’s OK and sometimes useful to have a very slight angle on the sides of the tool by holding it at a very slight angle to the wheel, but it’s important to keep the tool square to the wheel while grinding the rounded portion.
Skews can be sharpened with a straight grind by holding the tool flat on the rest with the skewed edge of the tool in line with the axis of the grinder. Of course, use a jig to set the grind angle you prefer for your skews. Grind both sides evenly then hone both edges as described in my post on sharpening woodturning tools. To produce a curved cutting edge, simply place the tool as before but place your thumb on the tool and use it as a center point to rotate the tool in the desired arc. I prefer that the top of the curve is just less than 90 degrees from the top edge of the tool – emphasis on “I prefer.”
Scrapers are the easiest to grind. Simply set the flat rest at the angle you prefer for your scrapers with a jig and follow the shape of the scraper or reshape it as required.
It’s fair to say, “the lathe is the cheap part.” Like anything else, it’s all the goodies that can break the bank. Being able to sharpen your tools is not an option. Using a jig is an option, however, one that will pay you back in dividends of enjoyment of turning as well as reduce the cost of your tools over time.
Originally written by Ed for Craftsy as “Bowl Turning Tips & Tricks” The title works for this one, so I kept it.
Turning a bowl can be a challenge no matter what your level of expertise, but as long as you set reasonable goals, you will gain skills and achieve that sense of satisfaction your are seeking rather than a great sense of frustration. Let’s look at some ways of keeping your goals reasonable but still challenging so that your skills improve each time you step up to the lathe.
Design impacts difficulty
After many years in two guilds, I have watched a lot of new turners start out on their journey. It’s safe to say that to a person, their first design is usually the hardest you can imagine: flat bottom, large base and straight sides, just like the turning blank they started with. This shape appears very heavy but worst of all, the sharp turn at the bottom and the flat bottom spell disaster right away. The shank of the tool binds on the rim when turning the tight corner at the bottom, causing the bevel to come off the work and catch. And flat bottoms are just pain hard to do. Instead of maximizing the volume, you will gradually learn to maximize the form within, as in the simple yet elegant bowl below.
When teaching, I always start students off with smaller bowls with a shallow arc, not much deeper than a platter. The curve is easier to turn than a flat bottom and by its nature, has a light, satisfying appearance. As you gain tool control and confidence, make your bowls gradually deeper and deeper.
It’s a personal choice, but bowls with re-curved sides are the most pleasing to me. The rim casts a shadow on the inside, giving it a deeper appearance and also prompting the viewer to look inside the bowl. It’s also a bear to turn without a very steep angle on the gouge to facilitate the turn from side to bottom. Your confidence level will tell you know when it’s time to tackle something like this.
A tips on bowl turning to help you on your way:
Start by considering the foot to be about 1/3 of the overall diameter — that gives it a light look but if you need a bit more for stability, go for a bit wider foot, remembering that at some point it will look “clunky.”
The curve of the bowl should appear to converge above or just below the table surface to make it appear light. Steeper sides that appear to converge well below the table give the bowl a very heavy look. They’re also hard top pick up.
The rim can take any form, but if undecided, a flattish rim often looks nice if it is about 90 degrees to the inside curve at the rim.
Less is usually more. Use the K.I.S.S approach when considering decoration. Features like lines or beads look nice with one or two only. If more, stick to odd numbers.
A thicker wall near the bottom adds stability and heft in the right place. There is no rule that says the wall thickness has to be exactly the same all the way, nor does it have to be whisper thin. Other woodturners are the only ones who might be impressed by that. A bowl should feel “right.” Too light can make it feel too fragile.
A few tips and tricks to make things easier
ALWAYS uses sharp tools and tools adequate for the job. A 1/2″ gouge is too small for the reach needed for deep bowls. Bigger bowls need bigger gouges.
Drill a 1/4″ hole to the finished depth before starting the inside. This is your “bottom indicator” and also removes the wood in the very center, which is difficult to turn.
When turning the inside of a larger bowl, it’s a good idea to turn it in stages for stability (usually 2 or 3). Rather than hollowing the whole bowl, do the top half or third, leaving wood in the center to support the bowl. Once finished that portion, move on to the rest. Do not go back once you’ve moved on because the bowl will no longer be round in the first section. Clean up any “steps” with a light shear scrape.
Always sharpen or hone your gouge before you make your finish cut. Make that a slow, fine cut to avoid tear out.
The path of your gouge does not have to go from rim to center in a straight line. Often by sweeping the gouge up above center then tracking it back down to end at the center you can get around a tough transition from side to bottom if you don’t have a second gouge with a steeper grind.
This is possibly the most valuable tip: When starting your hollowing cuts, the flute of the gouge must face the center of the bowl. If the cutting edge at the tip of the gouge is not perpendicular, it will run in the direction of the angle of the cutting edge — typically toward the outside, ruining the rim. Once it has entered the cut, you can rotate it to the ideal cutting angle.
Originally written for Craftsy by Ed titled: How to Turn Stair Spindles Step by Step.
My last post talked about the basic concepts behind turning multiple pieces between centers on a lathe. I just completed a set of 42 spindles for the Kaslo City Hall restoration so what better time to follow the process step by step?
Follow along to learn how to turn spindles.
Since there are several pieces to be turned, the time-consuming process of simply marking the centers would be a good place to find a time saver.
Step 1.
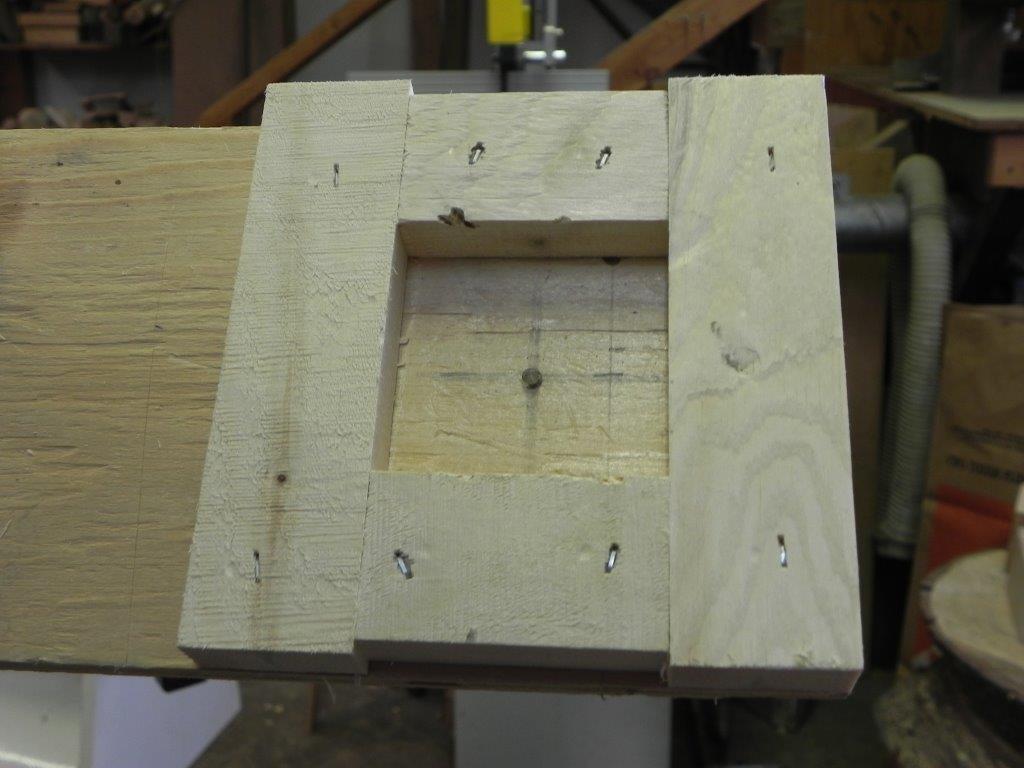
A “box” slightly larger than the size of the stock will cause the stock to center itself when inserted and twisted tightly against all four sides of the box. A screw inserted at absolute dead center (remember there are 84 ends that have to be dead on) will clearly mark the center when the stock is struck with a dead blow hammer on the opposite end. Make sure there are no “feathers” from trimming to cause an error in setting in the jig. They can actually cause a significant error, marking off center.
The floor is a good spot for long stock and the bed of the lathe is a good spot for short stock, basically somewhere with a solid base.
Step 2.
In the case of these stair spindles, the turned portion is in the center leaving square stock (pommels) at each end for fixing to the stair runners and railing. Always measure from the same end, marking the turned portion and the end of the pommel cut. These marks will appear as a solid lines when the stock is spinning.
Step 3.
Make a relief or clearance cut with a skew or spindle gouge to allow the tool room to make the pommel cut — in this case a half bead. There are many shapes used for pommel cuts, which are simply a transition between square and round portions of a spindle. The relief cut should be as deep as the major diameter of the stock and does not have to be measured because that is the point at which the stock becomes round.
As you can see in the photo below, the relief cut allows the skew to make the cut while the waste easily clears the cut. Not seen in the photo is my index finger locked under the tool rest for absolute position control.
Step 4.
Cut the pommel cut with the toe of the skew. The heel can also be used for this cut, this just happened to be my preference with this particular skew.
Once both pommel cuts are made, defining the ends of the turned portion, the stock can be rough turned then the major diameter sized with a parting tool and caliper as in the photo below. The caliper used on this project is a “direct read” caliper showing the diameter as it is being cut. It’s very handy and fast but a bit expensive and limited to a range between about 3/4″ and 2 3/4″, which is fine for most work.
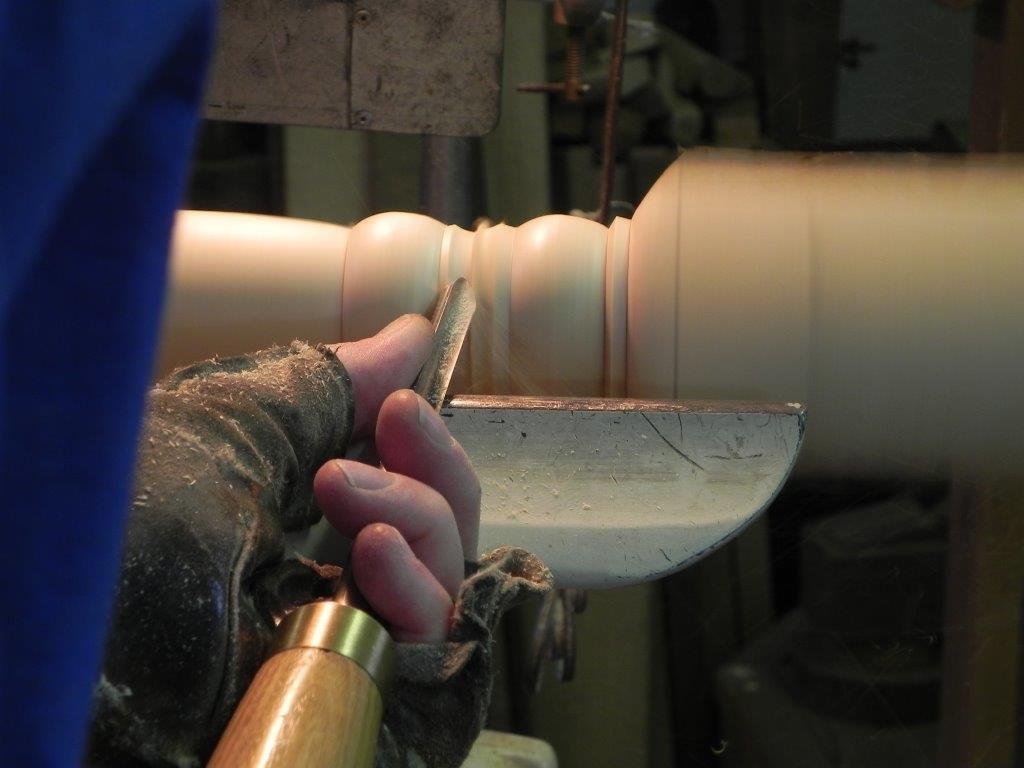
In the photo below you can see the left hand used as a traveling steady rest to support the cut. This is often required in long and/or slender spindles to prevent or at least reduce vibration. The spindle roughing gouge is held securely against the body, along the forearm and guided by the bevel, freeing up the left hand for support.
Normally gloves are listed as one of those things NOT to wear when turning. This glove is fingerless for proper control in other operations and thick to prevent being wrapped in the work and resist wear. Note that the hand resists the thrust of the tool on the opposite side but but does not wrap the work.
An alternative to the direct reading caliper used on this project is a separate spring caliper for each size (usually two or three at most). In this case it is wise to turn a cylinder with the “master” diameters to regularly check the calipers since vibration can slowly change the setting. Using a single spring caliper for all settings is very time consuming, frustrating and typically introduces a lot of errors.
Sometimes for a short job I will use my vernier caliper because it is fast to set and reset, very accurate, but awkward to use.
Note the polished surface of the glove after much use. I doubt the palm of my hand would fare as well. It is imperative that the fingers do not come into play, wrapping the cylinder. Wrapping the cylinder could cause your hand to be drawn into the work and cause significant injury. Not to worry, once your fingers start to burn, you quickly get the hint to keep them free of the work.
Step 5.
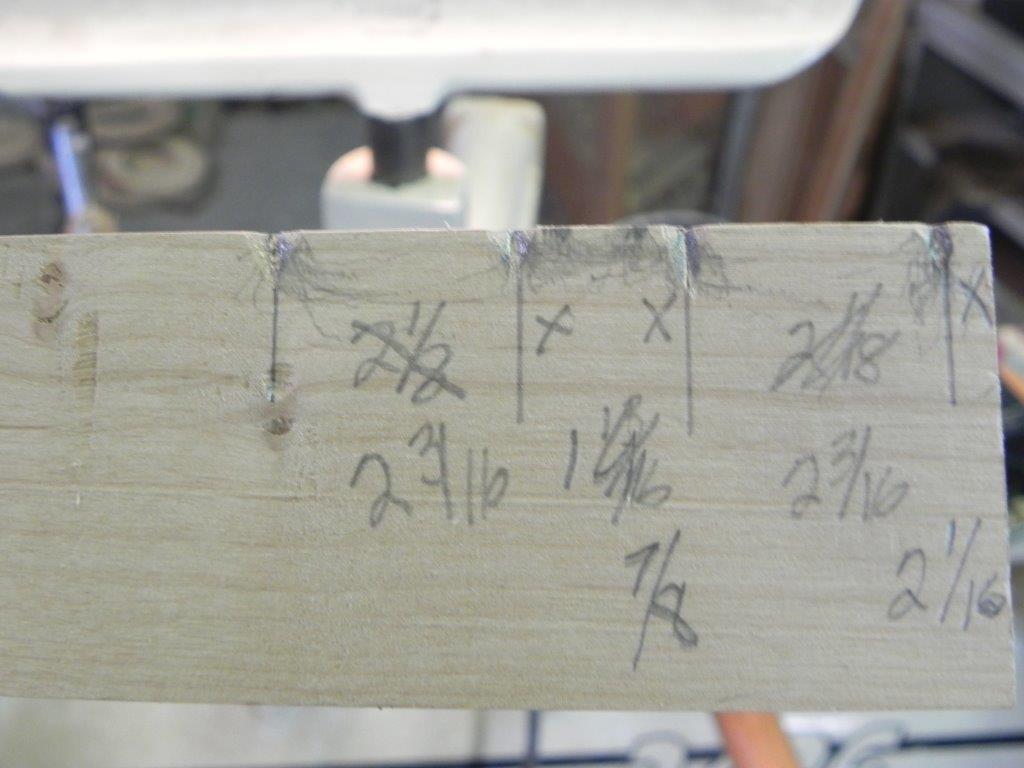
Once the main diameter is turned, it is possible to use the story stick to mark all the major linear dimensions. The shading on the stock in this photo indicates which side of the lines the sizing cut will be made. After a few pieces, these shading marks are not required.
Note the “V” cuts in the story stick to ensure the pencil point is put in the same place every time. Even a 1/16″ error in the height of the elements can be picked up by the eye from a distance. The “X” marks which side the sizing cut is made and the diameters are noted. Once the “beta” piece was turned a couple of the dimensions were changed.
Step 6.
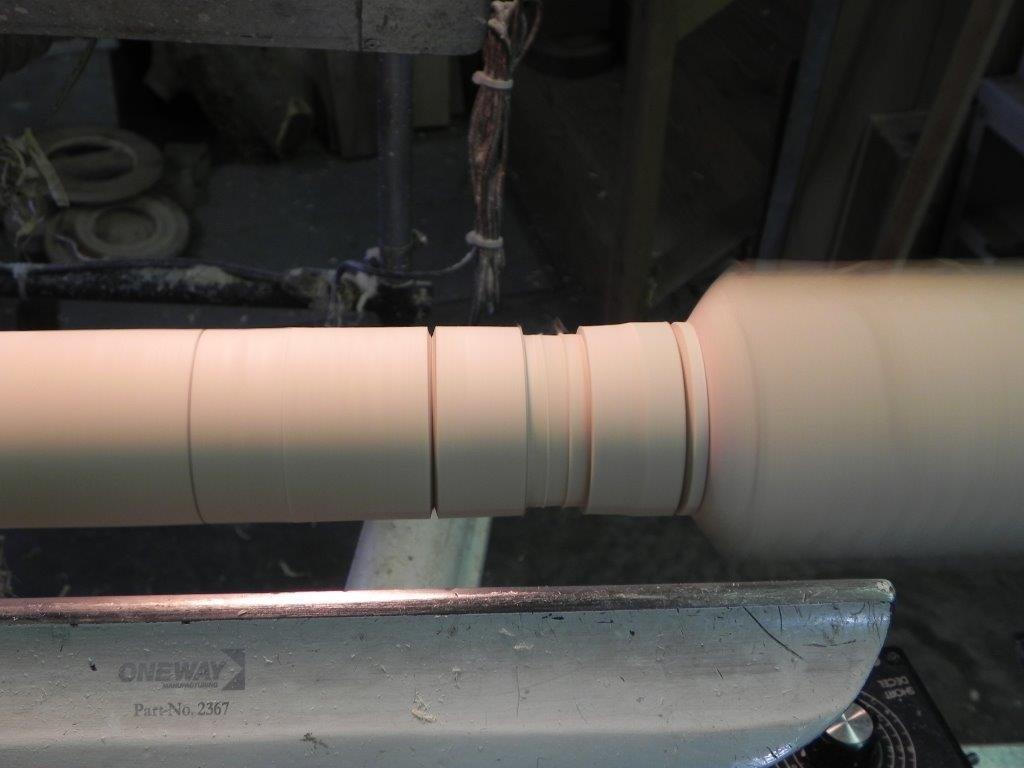
Once the dimensions are marked, sizing can be done and waste removed. In the photo below, the cove’s major diameter is cleared between sizing cuts and a relief cut has been made on each side of the two large beads. The depth of the cuts is measured by the consistent depth of the tool in the cut. Practice and experience will allow you to make these cuts very accurately and the same every time.
Step 7.
After making a few pieces you begin to alter your procedure as required. In this case, I started working from right to left but quickly determined that if I cut the top end of the cylinder first, working left to right, the skew could be run against the waste wood of the bead rather than running into and marring the completed bead. Always be on the lookout for ways to reduce time by making the work flow better.
Note the heel of the edge is used for making this cut. Rather than a simple straight planing cut using the center of the cutting edge, this is more like cutting a bead (note the shape at the top of the cylinder in the next photo) so as the depth of cut increases, the heel of the edge comes into play.
Step 8.
The beads are next, using the heel of the skew again to cut the bead from larger diameter to smaller, both ways from center. This allows you to cut with the grain rather than against it.
For smaller beads the cut is made with the gouge square to the work and rolling the wrist only. For broader beads like these the tool is angled slightly away from center before rolling, angling farther for broader beads. I keep my thumb on the top of the tool handle at the start of the cut allowing a comfortable grip through the roll. If the cut is made with anything but the heel, you will cut a straight taper rather than a curve.
A rough cut and finish cut were made on each side of center. By making this cut the same way every time the shape of the beads will all be the same. After making a few, the eye will know the shape and any necessary adjustments are easily made.
Another change in procedure: I typically cut a cove then trim the sizing cuts with a slight taper using a very small skew reserved for just that job. I found that I had room to make the trimming taper with the skew immediately after cutting the beads with the larger skew I was using, thus avoiding picking up a second tool for the job. Cutting the cove after this operation was backwards to my normal routine but everything worked just fine.
Like beads, coves are always cut from larger diameter to smaller diameter from each side. Note that the cove is first roughed out for relief with either a scraping or peeling cut with the nose of the gouge.
Like the bead, the cut is made with the gouge square to the work and rolling the wrist only, starting with the flute completely closed (facing toward the center of the cove) and ending up completely open (facing up). In this case, I keep my rear thumb on the side of the handle at the start and end up with it on the top. The cut is made only with the sides of the very nose of the gouge (say, 11 and 1 o’clock).
Once the cut is complete, there is often a small raised line left at the bottom of the cove. I always try not to have one, but it is easily sanded away. If it is present and you try to cut it away, you end up chasing from one side to the other, eventually cutting the cove far too deep. By making this cut the same way every time, they will always have the same shape and depth, so they won’t require measurement.
Step 9.
Note the small tapered flats on both sides of the cove and at the pommel cut in the photo below. Cutting this taper is a better and quicker way to eliminate the torn wood from the sizing cut than sanding such a small space. Not only that, the taper highlights the separation in a far more appealing way than a simple straight flat. Sandpaper never touches this completed surface. It may be a matter of taste, but I think you will find it not only far easier but visually superior. A crisp line at the junction of the bead and cove visually separates the two. If not accomplished at the completion of the cut, just a touch with the point of the skew (or completely closed gouge) does the job.
The pencil line on the cylinder to the left in the photo below is the point at which it tapers both ways. It is easily sanded away.
Step 10.
The photo below shows the sizing cut for the minor diameter of the tapered cylinder. The shaping was done with a roughing gouge then finished with a skew planing cut on the long taper and a planing cut with the roughing gouge on the large half cove. It is very important that your tool rest is not only clean and smooth, but also waxed for most of this work but for long cuts in particular. Wax completely removes the tendency of tools to grab as they slide along the tool rest. This momentary hesitation shows up drastically on the turning. This is a great trick for all your turning.
Step 11.
It’s time to sand. Sandpaper can be the enemy. Make sure you don’t eliminate the crisp edges in your elements. Those crisp edges are what make the turning so attractive. Note the shaped block for the cove below and folded edge for sanding into the line between the bead and cylinder in the next photo. The use of both helps prevent any crisp edges from being sanded away. The tool rest is absent in this operation.
Carefully sand the center of the cove to maintain crisp detail.
Carefully sand the cylinder next to the bead to maintain crisp lines.
Finishing
This is the finished product in the photo below. Two places you will not sand are the tapered flats between the beads and coves and the shoulders of the pommel cuts. At this point, your cuts should be clean enough that the objective is to eliminate minor tool marks and burnishing from the bevel, giving all the large surfaces a uniform texture. If you are trying to clean up tear out, you’ve been scraping instead of cutting. The polished, clean cuts from the skew on the very narrow flats and pommel cuts are not noticeable, therefore it’s not necessary to sand them.
It usually takes me between six and 10 of something for me to hit my stride. By then I’ve ironed out the kinks, found the best way to proceed through the process, found the best place to lay my tools and calipers, memorized the sizes of the various diameters and their location, then the time drops dramatically. These took me about 20 minutes each because the stock was green and very long. As a result, there was a lot of vibration if I made heavy cuts. The first few took me over half an hour each as I plodded through my discoveries, so don’t be discouraged if you attempt a few of something and it takes you what seems an eternity to turn each piece.
People often comment that production turning must be boring. I find it anything but boring. In fact, I find it meditative. Focusing on one thing to the exclusion of all else is exactly what meditation is. If I have a significantly large number of pieces to do I will break it down into manageable chunks. Because I had the time, I did these in three sets of 14 and even though I was tired at the end of each session, I felt satisfied. I then did something else with the rest of my day rather than plunging in to the next set. That being said, because the wood was tough to work with, I was glad to see number 42 on the third day.
Stacked with the original, these spindles are ready to be put back on the pallet on which they came. Each one will differ minutely from the next but as my dad used to say, “A blind man running for his life would never notice.”
I’d like to think the differences — if noticeable — would indicate that they are hand crafted but crafted well.
Interested in learning more? Check out Ed’s Interactive Remote Demonstration (IRD) for Replication Made Simple, and others.
Originally written for Crafty’s website by Ed, titled “The ABCs of Woodturning: The Basics”
ABC. What topic doesn’t have its “ABCs”? Following the A, B and C of woodturning basics will give you the ability to control any tool to get the direction and depth of cut that you want to produce the form that you want. Tool control is everything in woodturning.
A is for anchor
Your objective is to hold the tool so that it is stable without having a death grip that will tire you and actually prevent the fluid movement that you need.
Anchor the tool by placing it on the tool rest and securing it with your body by keeping your elbows against your body, the tool handle (such as a long-handled bowl gouge) on your hip, and your feet about shoulder-width apart. There are times (i.e. start of a cut when hollowing a bowl) where you aren’t able to keep your arms close to your body. In that case, hold the end of the handle to increase your leverage on the tool.
B is for bevel
Keeping the whole bevel rather than just the cutting edge in contact with the wood is the secret to controlling your cut. Place the heel (opposite the cutting edge) of the bevel against the wood first as in the photo on the left above. While resting the heel on the wood, bring the tip (cutting edge) up to the wood until you see light dust coming off the edge as in the photo on the right. The bevel is now completely supported on the wood and the tool is stable. In this position you are using the bevel as a guide to “point the way.” Test your new skill by slowly tracing the surface of a round piece with the tool “in cut” (dust coming off the cutting edge) but not actually removing wood.
A dull tool will cause you to lift the bevel off the wood to make it cut, which makes the cut unsupported. Use only sharp tools.
C is for cut
Changing the angle of the bevel to the wood at this point will allow you to start the cut. Do so by rotating your body very slightly or rotating the tool in your hands. Once you move forward in the cut, the bevel will continue along the line described by the bevel. You are now controlling your cut. The hallmark of a controlled cut is a smooth surface rather than a “rutted” surface where the tool moves in and out. This is much like a bulldozer traveling on its tracks controlling the path of the blade on the front.
When cutting a curved shape (almost every shape you cut will be a curve), simply rotate your body in that direction. Do not move your feet (remember: anchor). Instead, shift weight from one to the other by moving only at your ankles, knees and hips. Prior to making the cut, place yourself in a comfortable position at the end of the cut, then without moving your feet, move the tool to the start of the cut. It stands to reason that the more off-balance you get, the less stable the tool becomes. Better to be less comfortable at the start, becoming more comfortable as the cut progresses.
The acid test
The skew is the great equalizer. If you follow the ABC of tool control you, too, will be able to tame the dreaded beast.
Remember, keeping the bevel in contact with the wood will not let the edge dig in, thus causing that spectacular “catch” for which the skew has become so maligned. The instant you either lift the heel off the wood or present the edge to the wood before the heel, the edge digs in. This forces the tool to twist and dig in even deeper, supercharging the catch. Always present any tool heel first. If starting from the end of a piece, turn a small portion (1” or so) from the opposite direction to make a clean flat at the end as a starting point wide enough for the bevel of the tool.
Practice any cut by turning the wood by hand and holding the tool against the wood as described. Watch the action of the tool and get used to keeping the bevel on the wood in that controlled manner. With experience, the action of heel-then-toe will morph into one fluid motion.
Interested in learning more? Check out Ed’s Interactive Remote Demonstration called Beyond ABC. Click here for more information.
Originally written by Ed for Craftsy as “Things to Consider When Designing Turned Furniture Legs”>
There are so many considerations when designing a piece of furniture. Does it have to match other pieces? Is it to conform to a particular genre? Ornately carved? Simple, yet elegant? In any of these, turned legs may be part of the picture. If the design includes turned furniture legs, let’s take a look at a few things you should consider.
Though not a hand made piece, this bed incorporates several turned elements including the legs.
Basic elements of a turned spindle or leg
There are only three elements that make up a piece turned between centers: beads, coves and straights (cylinders). Even at that, straight lines are rare and usually in the form of a cone rather than a pure cylinder. If you look closely at what appear to be cylinders or cones, they will most likely have a deft curve to them. Your brain will tell you right away: “Straight lines are boring!”
By combining a very few beads, coves and sweeping curves in various combinations, the result is very often something that appears far more complex than it really is.
Light and shade
Artists use light and shade to create drama and depth. A woodturner can create those same effects by combining beads and coves. This is the same effect as the shadow lines created by the shapes in a crown molding or casing. Similarly, sweeping curves add depth with the more subtle shadows they cast upon themselves. If this is taken into consideration when designing a turned leg, a very attractive piece can be created that is actually very simple in execution. “Less is more” applies here.
The secret is in the execution. The crisp line that defines the edge of a bead or cove is key in producing a shadow line cast over the gentleness of the curve of the bead or cove. The significance is that beads and coves, for example, should never appear beside one another without a small step between to create that crisp delineation between the two. The enemy: sandpaper. Even the slightest rounding of an edge can kill the effect. The line of a sweeping curve should have uninterrupted transitions without even a hint of a flat. If there is a tiny flat, the eye may not see, but the brain will know that something is amiss.
While the photo above is of newel posts rather than legs, they exhibit beads, coves, sweeping curves and the light and shade they create upon themselves very nicely. Once a finish is applied the effect is even more dramatic.
The human form
If you look carefully at examples of table and chair legs and other similar forms you will notice that the shape is sometimes reminiscent of the human form. We are attracted to that form by nature, therefore making it a good choice when considering a design.
Noted furniture designer Mark Sfirri turns the simile into a metaphor by employing abstract human forms he creates using multi-axis turning as part of his work to produce award-winning pieces.
Because our hips are more or less 5/8 of our full height, it is therefore no accident that the golden mean applies in this case. The golden mean is the ratio between the overall length (in this case) in relation to the lengths of the major portions of the piece. Usually stated as 1 to 1.6, 5/8 is a reasonable approximation.
Structural considerations
Structural stability and process cannot be ignored when designing turned furniture legs. Rails are more easily mortised into a leg at a flat section and the flat surface offers a reasonable thrust face to increase resistance to lateral forces when required. Square sections are left at the top and often near the bottom of a leg to accommodate rails for this lateral support. These square sections are called “pommels.” The transition between square and round is called a “pommel cut” (clever terminology don’t you think?). The execution of the pommel cut can create a very attractive and flowing ogee (“bird mouth” or “lamb’s tongue”) or a very simple half bead (curiously dubbed “half bead”) depending on the overall design of the piece.
Clearly the load bearing requirements and the use to which the piece will be put could require either a hefty, squat leg on a large dining table or a finer, more delicate leg on a hall table. Both are attractive in that they are appropriate for their intended use. Switching rolls would cause your brain to recoil in abject horror, never mind the dinner table crumpling under the weight of a light lunch.




































 Step 4.
Step 4.
 Note the polished surface of the glove after much use. I doubt the palm of my hand would fare as well. It is imperative that the fingers do not come into play, wrapping the cylinder. Wrapping the cylinder could cause your hand to be drawn into the work and cause significant injury. Not to worry, once your fingers start to burn, you quickly get the hint to keep them free of the work.
Note the polished surface of the glove after much use. I doubt the palm of my hand would fare as well. It is imperative that the fingers do not come into play, wrapping the cylinder. Wrapping the cylinder could cause your hand to be drawn into the work and cause significant injury. Not to worry, once your fingers start to burn, you quickly get the hint to keep them free of the work. Step 5.
Step 5.
 Step 7.
Step 7.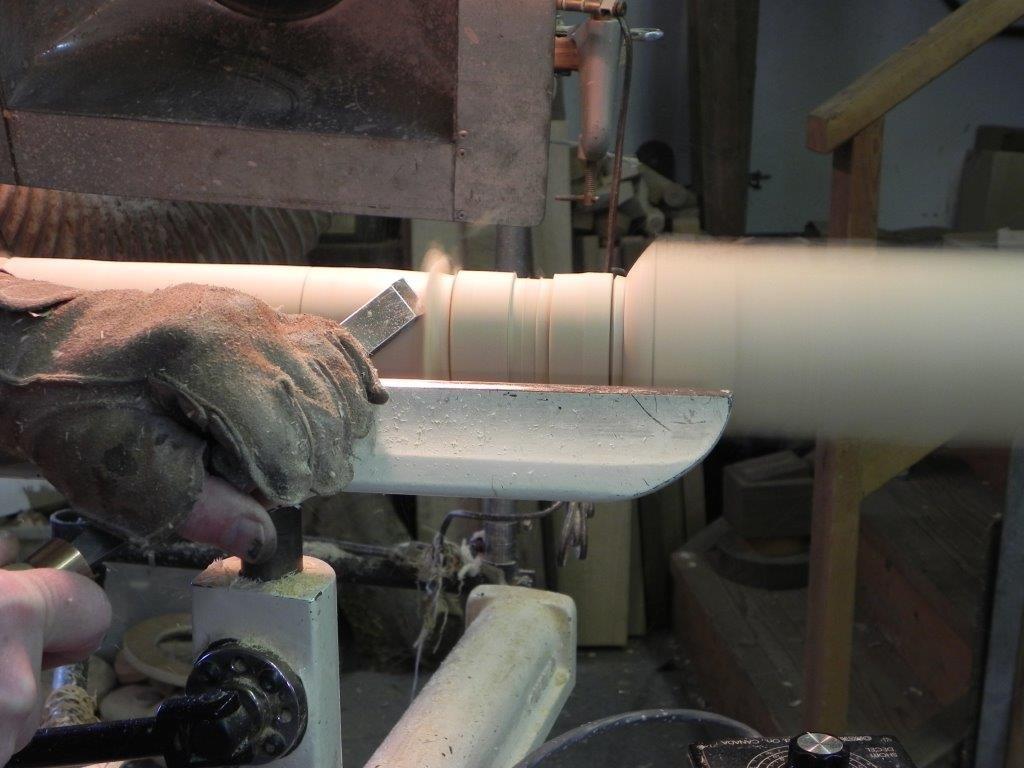 Step 8.
Step 8.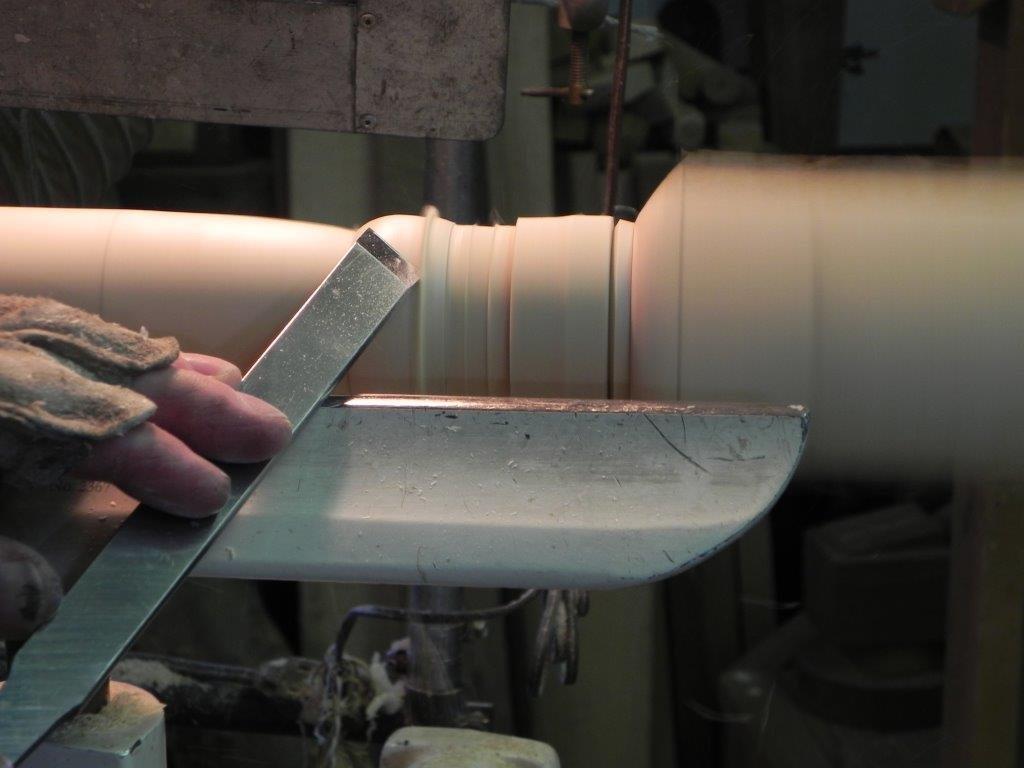 Another change in procedure: I typically cut a cove then trim the sizing cuts with a slight taper using a very small skew reserved for just that job. I found that I had room to make the trimming taper with the skew immediately after cutting the beads with the larger skew I was using, thus avoiding picking up a second tool for the job. Cutting the cove after this operation was backwards to my normal routine but everything worked just fine.
Another change in procedure: I typically cut a cove then trim the sizing cuts with a slight taper using a very small skew reserved for just that job. I found that I had room to make the trimming taper with the skew immediately after cutting the beads with the larger skew I was using, thus avoiding picking up a second tool for the job. Cutting the cove after this operation was backwards to my normal routine but everything worked just fine.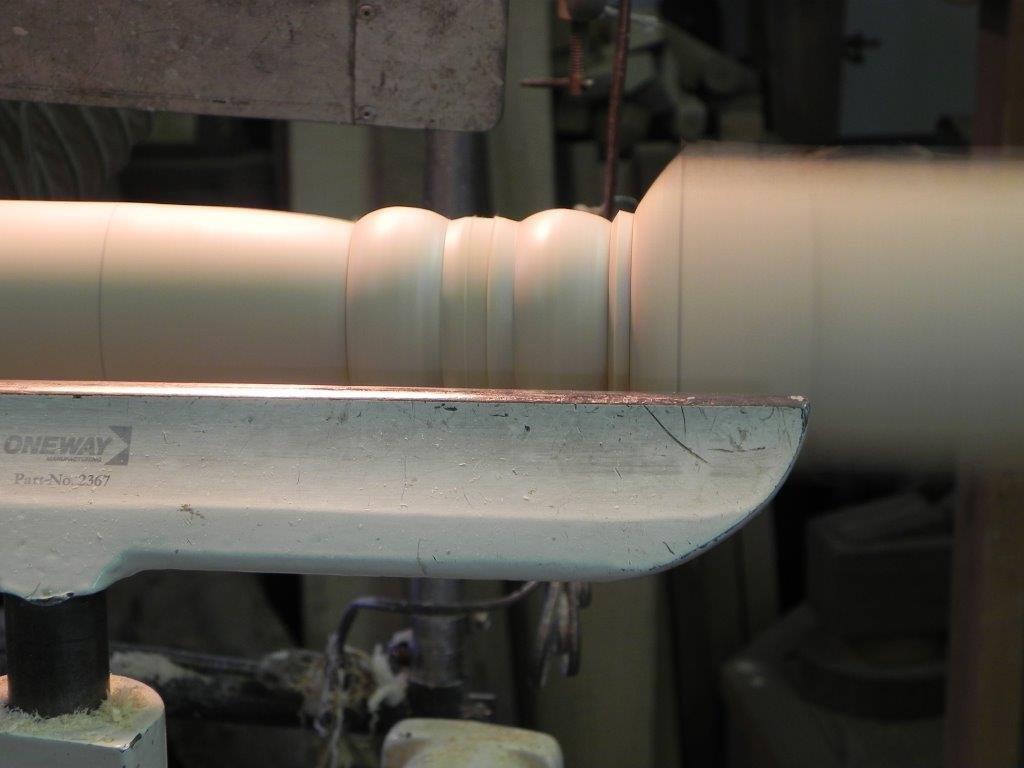
 Step 9.
Step 9.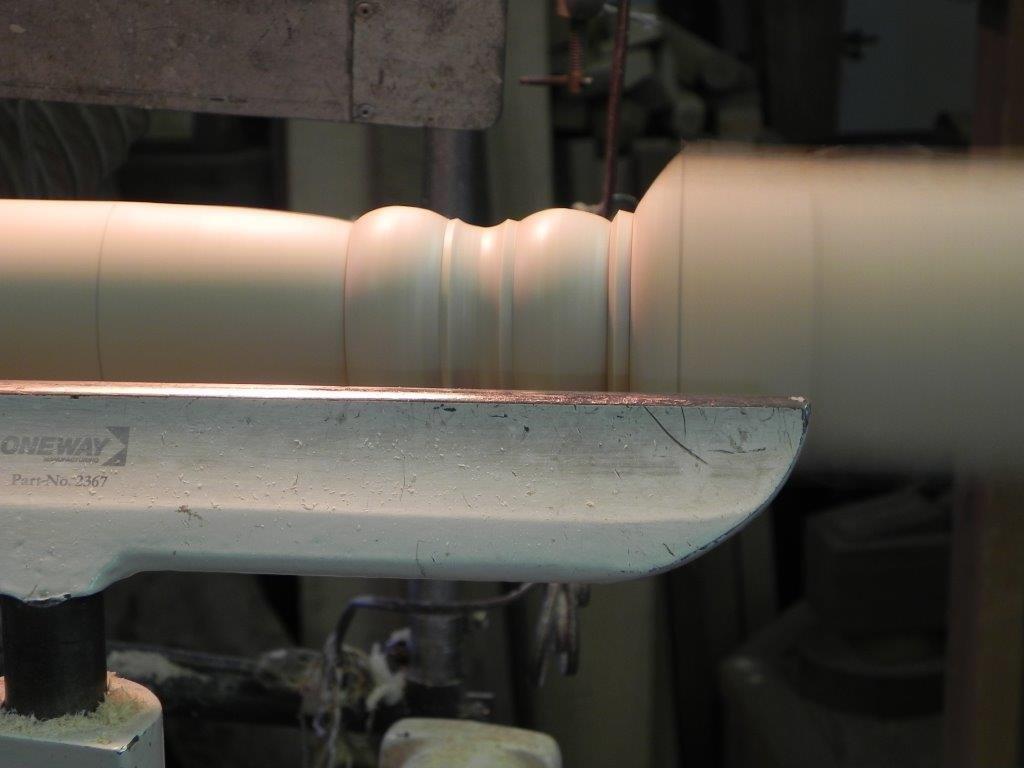 Step 10.
Step 10. Step 11.
Step 11. Carefully sand the center of the cove to maintain crisp detail.
Carefully sand the center of the cove to maintain crisp detail.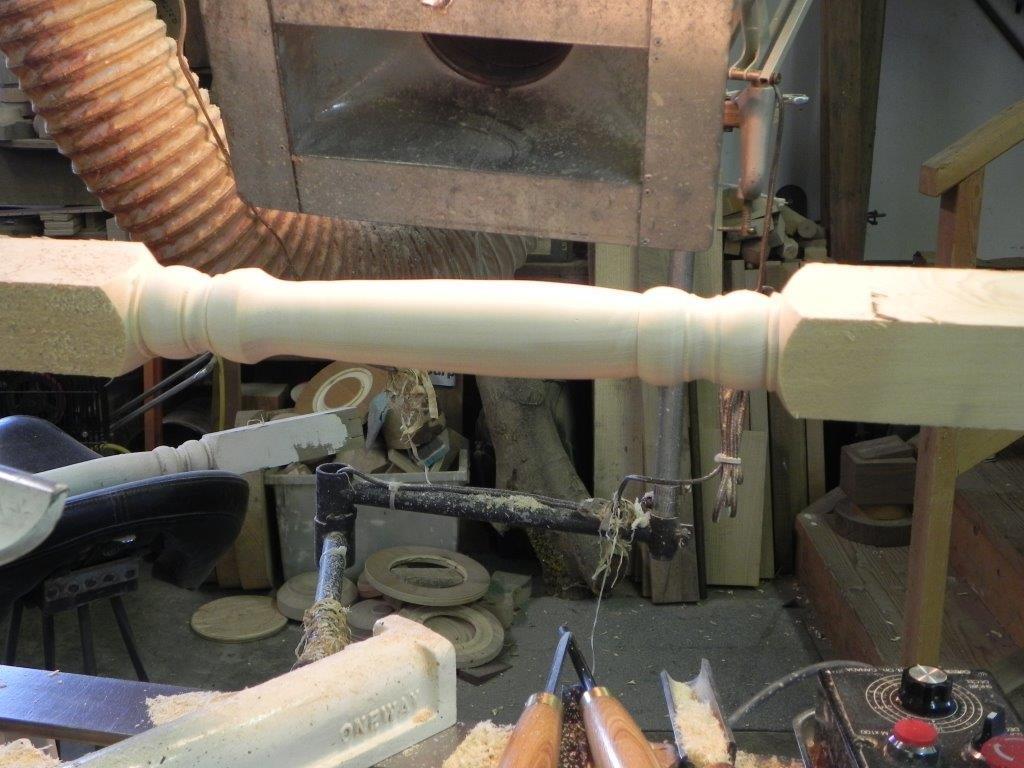 Stacked with the original, these spindles are ready to be put back on the pallet on which they came. Each one will differ minutely from the next but as my dad used to say, “A blind man running for his life would never notice.”
Stacked with the original, these spindles are ready to be put back on the pallet on which they came. Each one will differ minutely from the next but as my dad used to say, “A blind man running for his life would never notice.”